35 g-funkce z p ředchozích verzí řídicích systém ů – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 415
HEIDENHAIN MANUALplus 620, CNC PILOT 640
415
4.35 G-funkce z p
ředchozích verzí
řídicích systém
ů
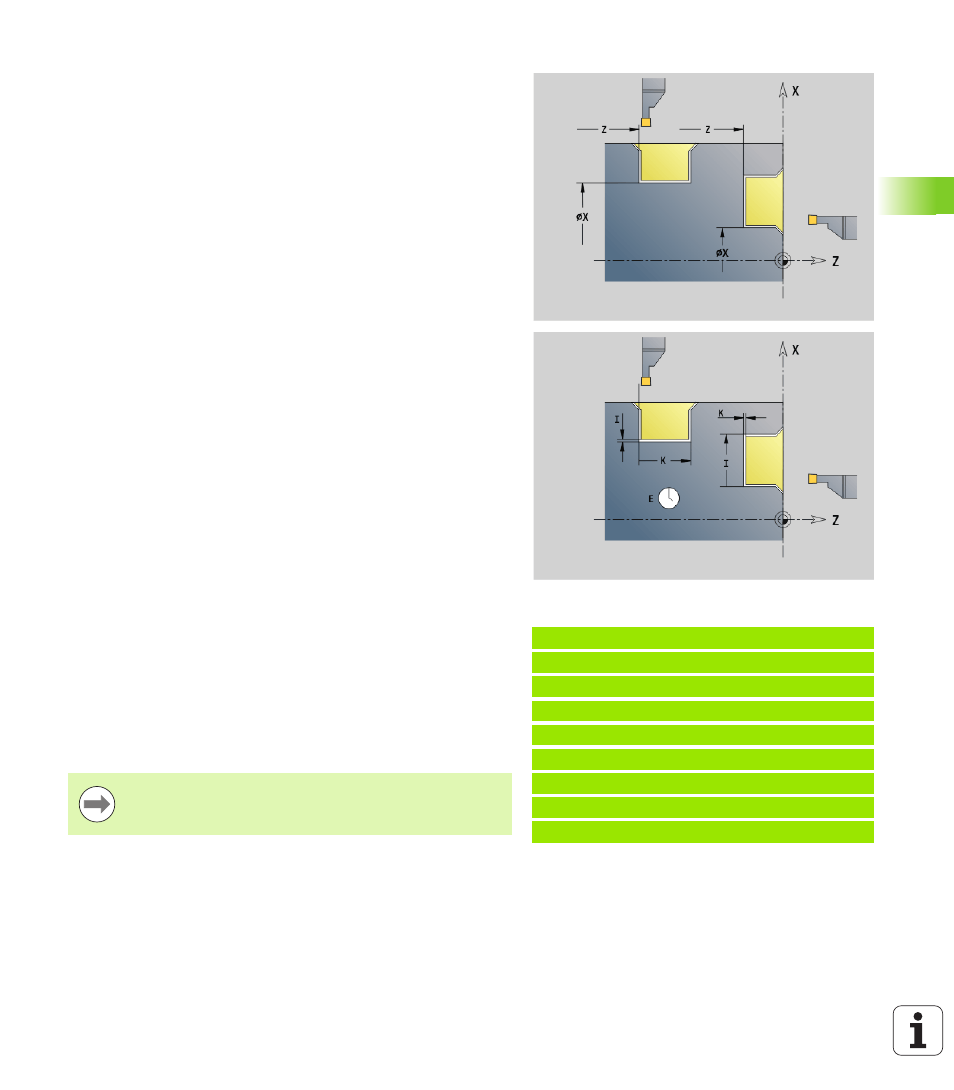
Zapichování G86
G86 vytváří jednoduché radiální a axiální zápichy se zkosením. Řídicí
systém zjistí radiální / axiální, resp. vnitřní / vnější zápich, podle
„polohy nástroje“.
Programování „přídavku“: nejprve vyhrubování zápichu, pak
dokončení
G86 vytváří po stranách zápichu zkosení. Nechcete-li zkosení využít,
napolohujte před zápichem nástroj dostatečně daleko. Výpočet polohy
startu XS (průměr):
Parametry
X
Rohový bod dna (průměr)
Z
Rohový bod dna
I
Radiální zápich: Přídavek
I>0: přídavek (předpíchnutí a dokončení)
I = 0: bez dokončování
Axiální zápich: Šířka zápichu
I>0: Šířka zápichu
Bez zadání: Šířka zápichu = šířka nástroje
K
Radiální zápich: Šířka zápichu
K>0: Šířka zápichu
Bez zadání: Šířka zápichu = šířka nástroje
Axiální zápich: Přídavek
K>0: přídavek (předpíchnutí a dokončení)
K = 0: bez dokončování
E
Časová prodleva (doříznutí) – (standardně: doba jedné otáčky)
S přídavkem na dokončení: pouze při dokončování
Bez přídavku na dokončení: při každém zápichu
Przykład: G86
. . .
N1 T30 G95 F0.15 G96 S200 M3
N2 G0 X62 Z2
N3 G86 X54 Z-30 I0.2 K7 E2 [radiálně]
N4 G14 Q0
N5 T38 G95 F0.15 G96 S200 M3
N6 G0 X120 Z1
N7 G86 X102 Z-4 I7 K0.2 E1 [axiálně]
. . .
XS = XK + 2 * (1,3 – b)
XK:
Průměr obrysu
b:
Šířka zkosení
Korekce rádiusu břitu se provádí.
Přídavky se nezapočítávají.