Bod výměny nástroje g14, Definování bodu výměny nástroje g140, 9 polohování nástroje – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 241
HEIDENHAIN MANUALplus 620, CNC PILOT 640
241
4.9 Polohování nástroje
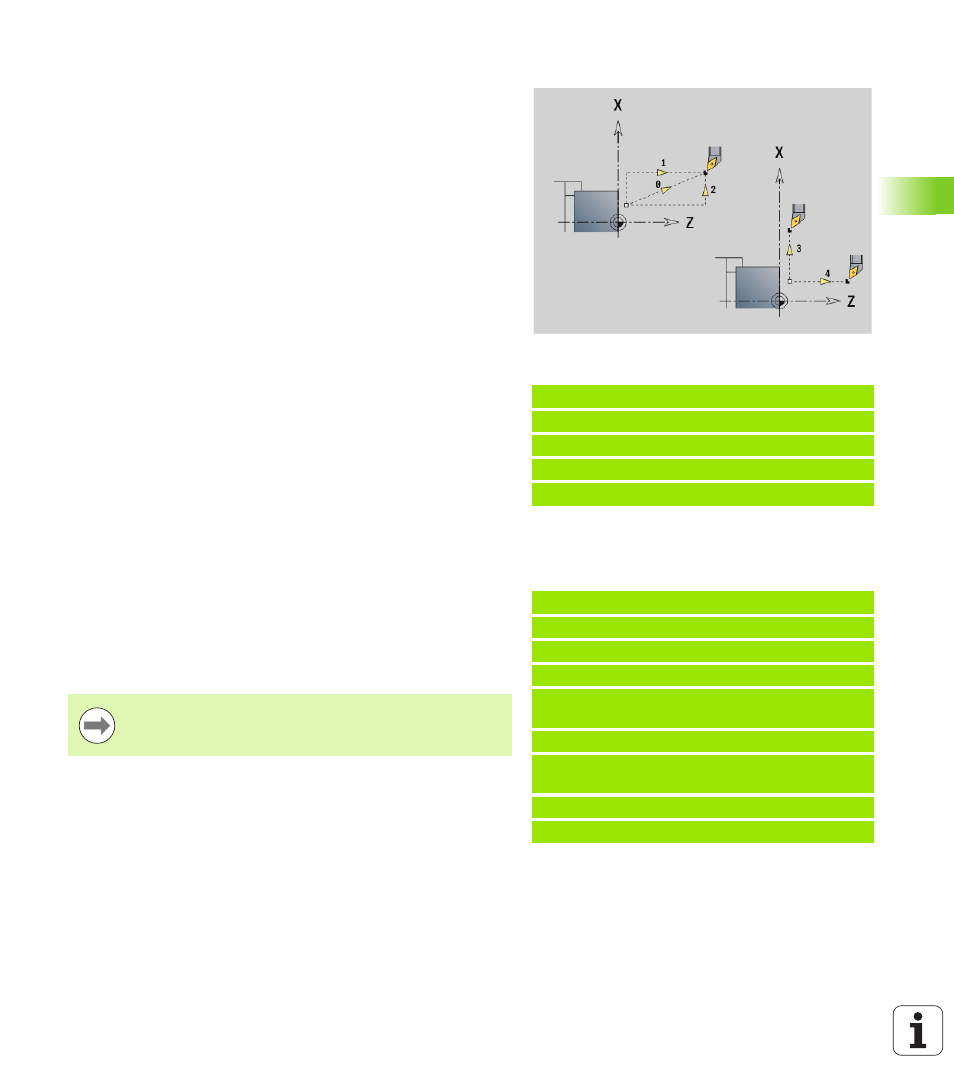
Bod výměny nástroje G14
G14 jede rychloposuvem do bodu výměny nástroje. Souřadnice bodu
výměny definujete v provozním režimu seřizování.
Definování bodu výměny nástroje G140
G140 definuje pozici bodu výměny nástroje, uvedenou pod D. Tato
pozice se může najet s G14.
Przykład: G14
. . .
N1 G14 Q0 [Najetí do bodu výměny nástroje]
N2 T3 G95 F0.25 G96 S200 M3
N3 G0 X0 Z2
. . .
Parametry
Q
Pořadí, určuje průběh pojezdů (standardně: 0)
0: dráha po diagonále
1: nejprve směr X, pak směr Z
2: nejprve směr Z, pak X
3: pouze směr X; Z zůstává nezměněno
4: pouze směr Z; X zůstává nezměněno
D
Číslo – najížděného bodu výměny nástroje (0 – 2) (standardně
= 0, bod výměny z parametrů)
Przykład: G140
. . .
N1 G14 Q0 [bod výměny nástroje z parametrů]
N2 T3 G95 F0.25 G96 S200 M3
N3 G0 X40 Z10
N5 G140 D1 X100 Z100 [nastavit bod výměny
nástroje č.1]
N6 G14 Q0 D1 [najet bod výměny č.1]
N7 G140 D2 X150 [nastavit bod výměny c.2, Z
přijde z parametrů]
N8 G14 Q0 D2 [najet bod výměny č.2]
. . .
Parametry
D
Číslo bodu výměny nástroje (1 – 2)
X
Průměr – pozice bodu výměny nástroje
Z
Délka – pozice bodu výměny nástroje
Chybějící parametry u X, Z se doplní hodnotami z
parametru bodu výměny nástrojů.