Jednoduchý závitový cyklus g32, E: viz, Jednoduchý závitový cyklus g32” na straně 295 – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 295: 19 závitové cykly
HEIDENHAIN MANUALplus 620, CNC PILOT 640
295
4.19 Závitové cykly
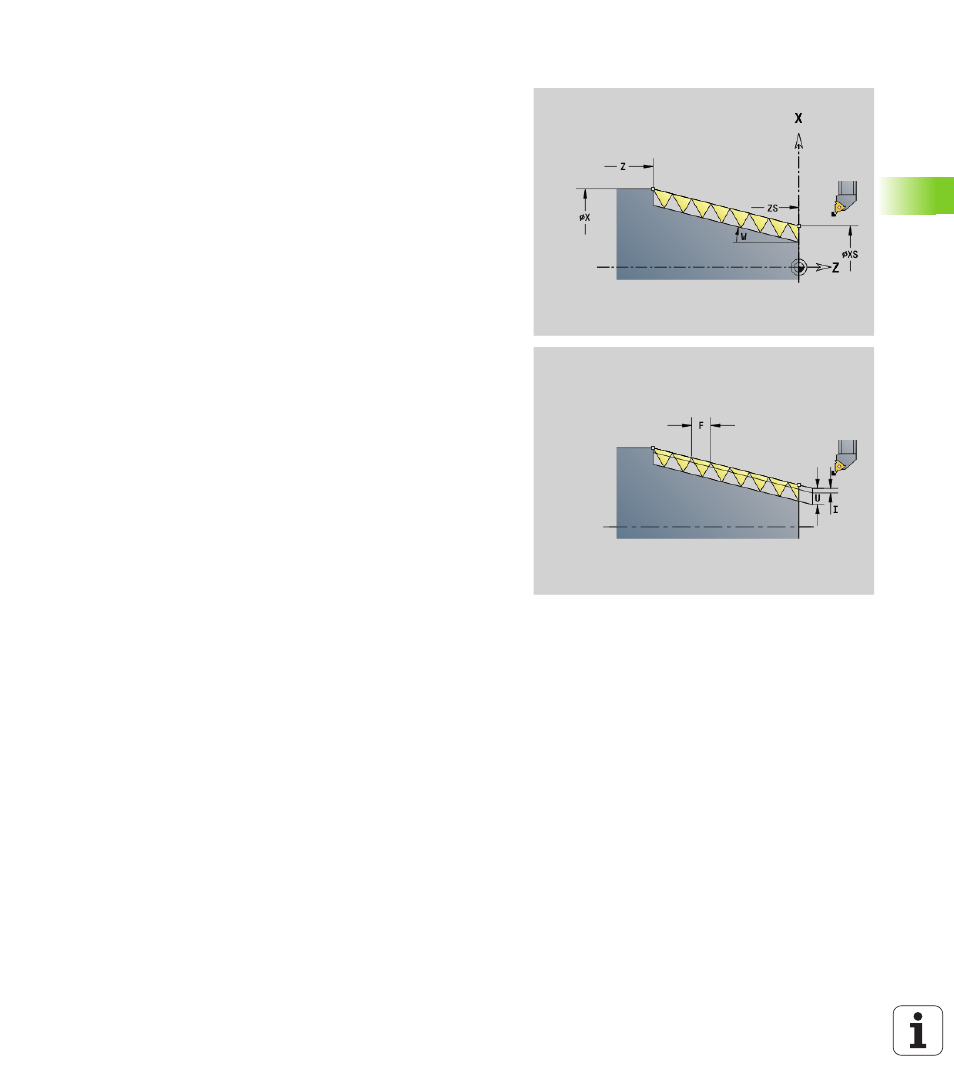
Jednoduchý závitový cyklus G32
G32 vytvoří jednoduchý závit v libovolném směru a poloze (na
válcové, kuželové nebo čelní ploše; vnitřní nebo vnější).
Parametry
X
Koncový bod závitu (průměr)
Z
Koncový bod závitu
XS
Počáteční bod závitu (průměr)
ZS
Výchozí bod závitu
BD
Vnější / vnitřní závit:
0: Vnější závit
1: Vnitřní závit
F
Stoupání závitu
U
Hloubka závitu
Bez zadání: Hloubka závitu se vypočítá automaticky.
Frézování vnějšího závitu (0,6134*F)
Vnitřní závit (0,5413 * F)
I
Maximální hloubka řezu
IC
Počet řezů. Přísuv se vypočítá z IC a U. Využitelné při:
V = 0 (konstantní průřez třísky)
V = 1 (konstantní přísuv)
V
Způsob přísuvu (standardně: 0)
0: konstantní průřez třísky u všech řezů
1: konstantní přísuv
2: s rozdělením posledního řezu. První přísuv = „zbytek“
dělení hloubka závitu / hloubka řezu. „Poslední řez“ se
rozdělí na řezy 1/2, 1/4, 1/8 a 1/8.
3: přísuv se vypočítá ze stoupání a otáček
4: jako MANUALplus 4110
5: konstantní přísuv (jako ve 4290)
6: konstanta se zbytkem (jako ve 4290)
H
Způsob přesazení k vyhlazení boků závitu (standardně: 0)
0: bez přesazení
1: přesazení zleva
2: přesazení zprava
3: přesazení střídavě vpravo/vlevo
K
Délka doběhu od koncového bodu závitu (standardně: 0)
W
Úhel kužele (rozsah: -45° < W < 45°) – (standardně: 0)
Poloha kuželového závitu vzhledem k podélné nebo příčné
ose:
W>0: stoupající obrys (ve směru obrábění)
W<0: klesající obrys