20 úpichový cyklus, Úpichový cyklus g859 – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 303
HEIDENHAIN MANUALplus 620, CNC PILOT 640
303
4.20 Úpichový cyklus
4.20 Úpichový cyklus
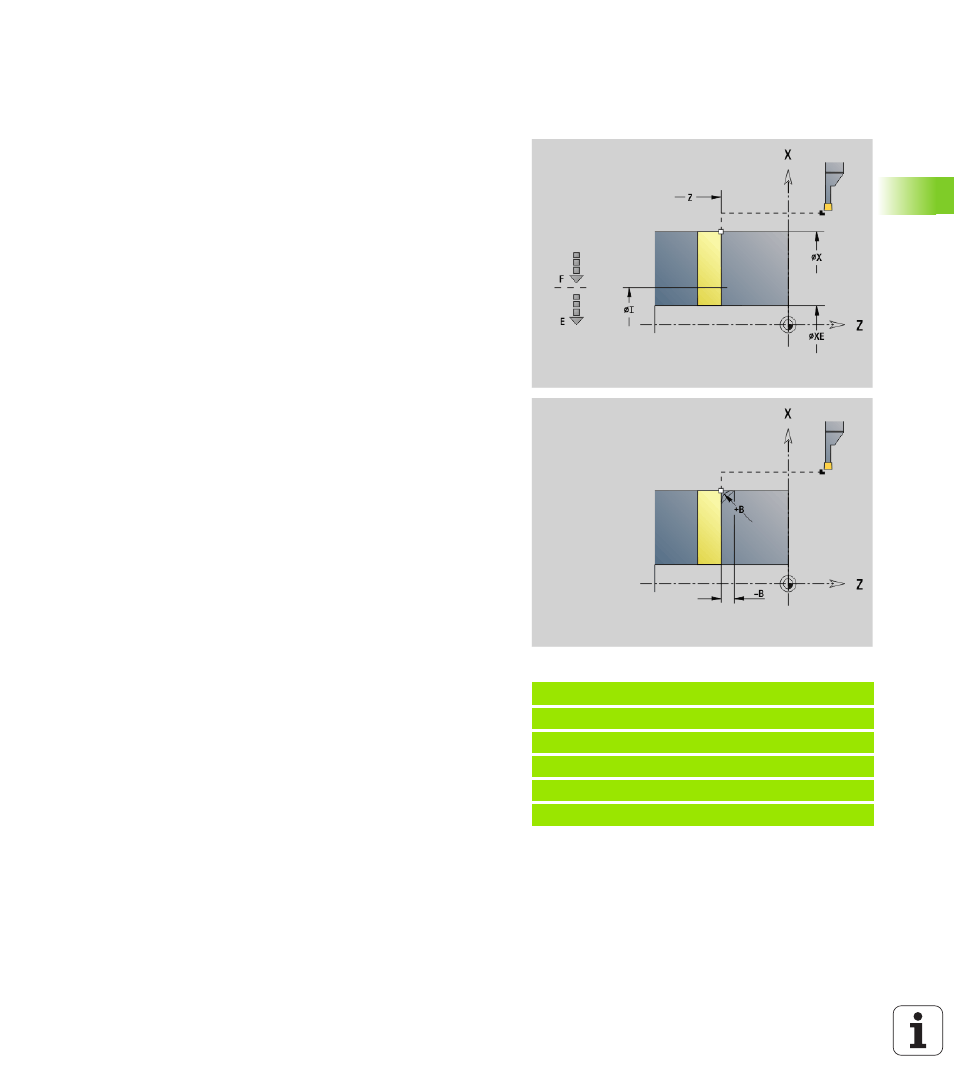
Úpichový cyklus G859
G859 upíchne soustružený dílec. Volitelně se provede na vnějším
průměru zkosení nebo zaoblení. Po provedení cyklu se nástroj vrátí po
čelní ploše nahoru a zpět do výchozího bodu.
Od pozice „I“ můžete definovat redukci posuvu.
Przykład: G859
%859.NC
[G859]
N1 T3 G95 F0.23 G96 S248 M3
N2 G0 X60 Z-28
N3 G859 X50 Z-30 I10 XE8 E0.11 B1
KONEC
Parametry
X
Upichovaný průměr
Z
Poloha úpichu
I
Průměr pro redukci posuvu
Při zadaném I: od této pozice se přepne na posuv „E“
Bez zadaného I: bez redukce posuvu
XE
Vnitřní průměr (trubka)
E
Redukovaný posuv
B
Zkosení/zaoblení
B>0: Rádius zaoblení
B<0: Šířka zkosení
D
Omezení otáček: Maximální otáčky při upichování
K
Velikost vytažení vrtáku k odstranění třísek po upichování:
Automaticky zdvihnout nástroj před vytažením bočně od ...
SD
Omezení otáček od průměru I
U
Průměr, od kterého se aktivuje zachytávač součástek (funkce
závisí na provedení stroje)