Unit „obrysové zapichování s přímým zadáním obrysu, 3 unit s – zapichování – HEIDENHAIN SW 54843x-02 DIN Programming Uživatelská příručka
Stránka 71
HEIDENHAIN MANUALplus 620, CNC PILOT 640
71
2.3 Unit
s – zapichování
Šířka přesazení B: Od druhého přísuvu se při přechodu ze
soustružení na zapichování obráběná dráha zmenší o „šířku přesazení
B“. Při každém dalším přechodu ze soustružení na zapichování na
tomto boku se provede redukce o „B“ – navíc k dosavadnímu
přesazení. Součet těchto „přesazení“ je omezen na 80% efektivní šířky
břitu (efektivní šířka břitu = šířka břitu – 2 * rádius břitu). Je-li třeba,
Řídicí systém programovanou šířku přesazení zmenší. Zbývající
materiál se na konci hrubování zápichu obrobí jedním zápichovým
záběrem.
Unit „Obrysové zapichování s přímým zadáním
obrysu“
Unit obrábí obrys popsaný parametry axiálně / radiálně.
Název Unit: G860_G80 / Cyklus: G860 (viz strana 273)
Podle definice nástroje Řídicí systém rozpozná, zda se jedná o radiální
nebo axiální zapichování.
Přístup k databance technologie:
Druh obrábění: Obrysové zapichování
Ovlivněné parametry: F, S, E
Formulář Obrys:
RI, RK
Přídavek neobrobeného obrobku ve směru X, Z
Další parametry formuláře Obrys: viz strana 58
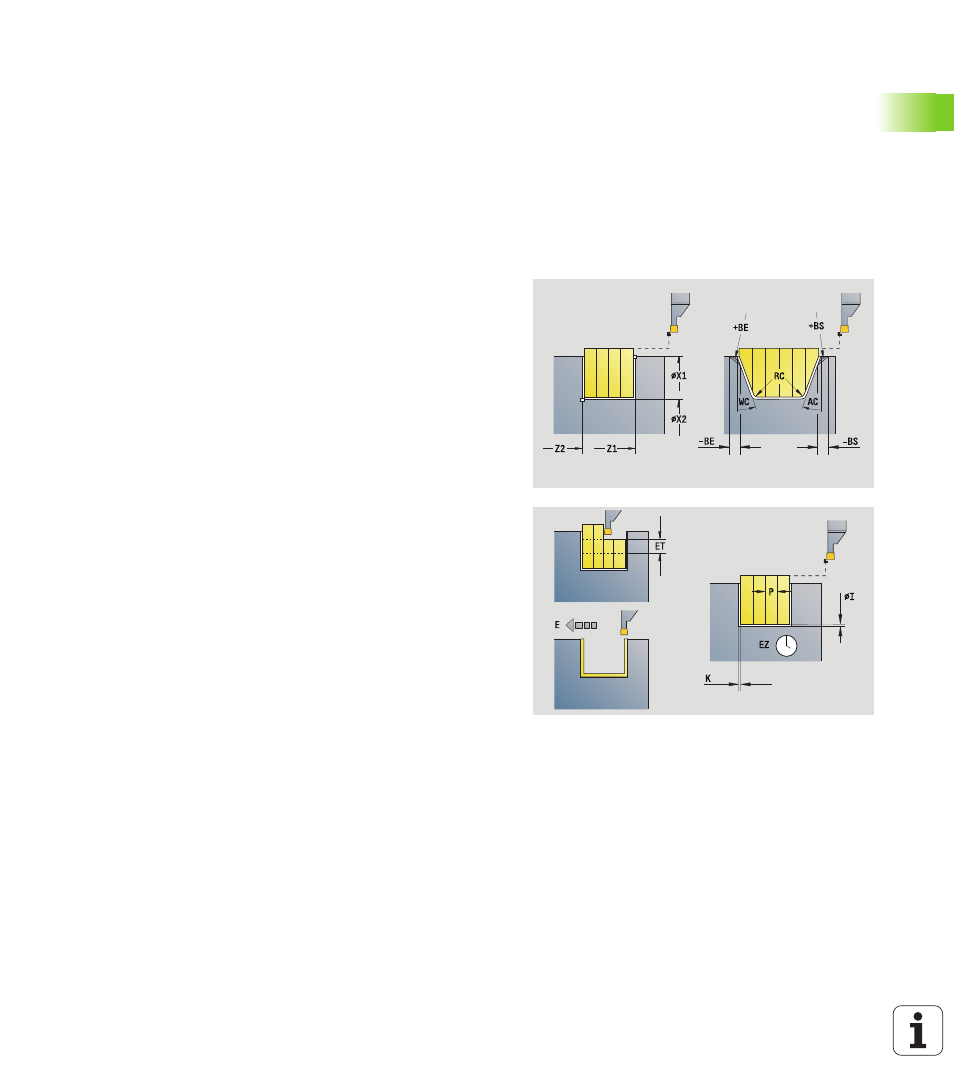
Formulář Cyklus
Q
Hrubování /Dokončování (varianty průběhu)
0: hrubování a obrábění načisto
1: pouze hrubování
2: pouze dokončování
I, K
Přídavek ve směru X, Z (I: průměr)
P
Šířka zápichu (standardně: 0,8 x šířka nástroje)
E
Dokončovací posuv: Odlišný posuv, používaný pouze pro
obrábění načisto.
EZ
Časová prodleva po zapíchnutí (standardně: čas jedné
otáčky vřetena)
DQ
Počet zápichových cyklů
DX, DZ
Vzdálenost k následujícímu zápichu ve směru X, Z
Další formuláře: viz strana 56