3 kor ekce nástr oje – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 109
93
HEIDENHAIN TNC 410, TNC 426, TNC 430
Korekce radiusu: obráběn rohů
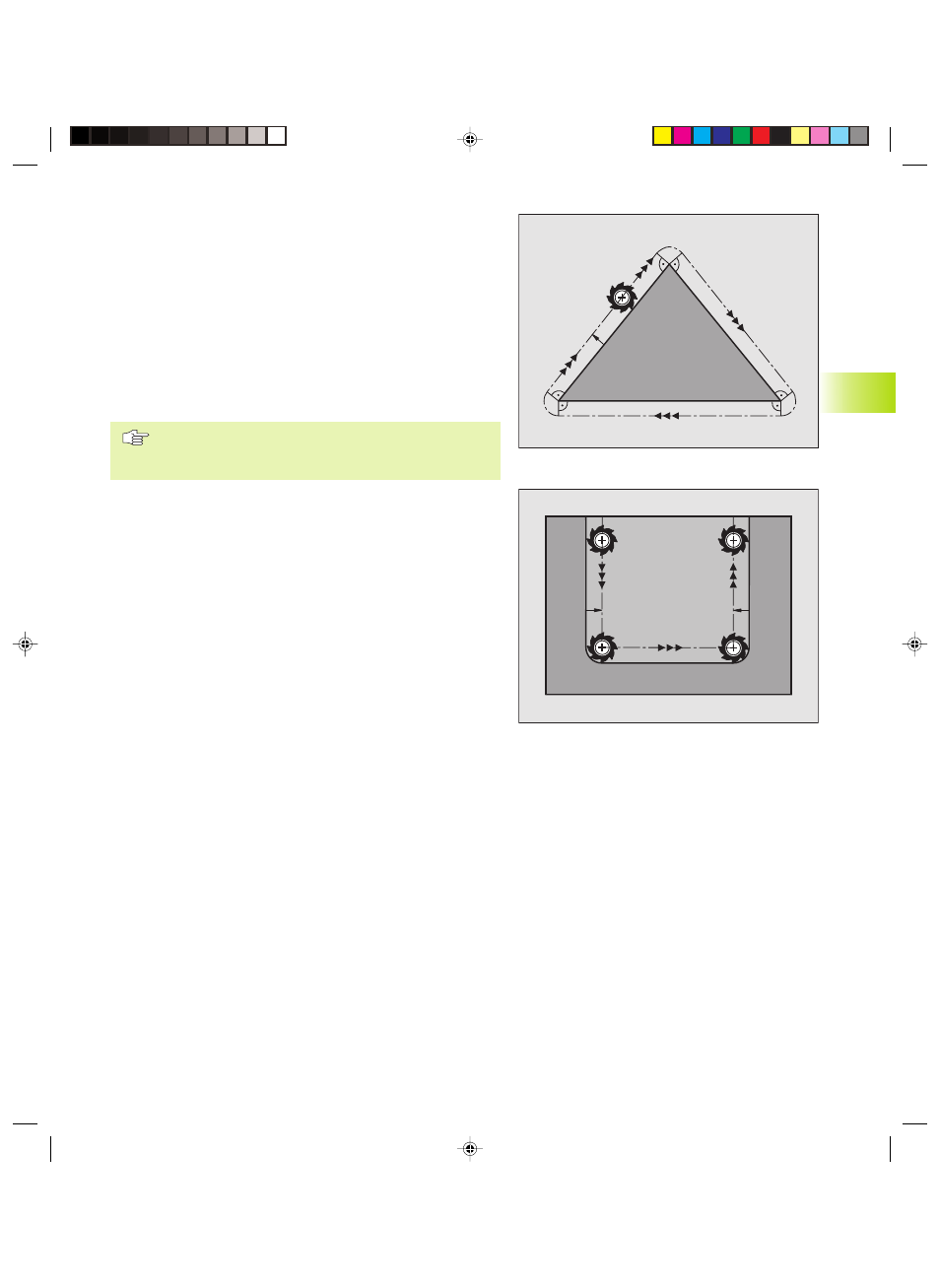
Vnějš rohy
Pokud jste naprogramovali korekci radiusu, pak TNC vede na
vnějš ch roz ch nástroj po přechodové kružnici a nástroj se tak
odvaluje na rohovém bodě. Pokud je potřeba, redukuje TNC posuv
na vnějš ch roz ch, např. při velkých změnách směru.
Vnitřn rohy
Na vnitřn ch roz ch vypočte TNC průseč k drah, na který naj žd
střed nástroje korigovaně. Z tohoto bodu poj žd nástroj podél
dalš ho prvku obrysu. Tak nen obrobek na vnitřn ch roz ch
poškozen. Z toho vyplývá, že pro určitý obrys nemůže být zvolen
libovolný radius nástroje.
Neumis ujte bod startu nebo koncový bod při obráběn
dutin do koncového bodu obrysu, nebo může doj t k
poškozen obrysu.
Obráběn rohů bez korekce radiusu
Bez korekce radiusu můžete ovlivnit dráhu nástroje a posuv na
roz ch obrobku s př davnými funkcemi M90 a M112. Vit „7.4
Př davné funkce pro dráhové poměry“.
RL
RL
RL
5.3 Kor
ekce nástr
oje
Fkap5.pm6
27.06.2006, 14:51
93