7 slcykly skupiny ii (nen u tnc 410) – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 219
203
HEIDENHAIN TNC 410, TNC 426, TNC 430
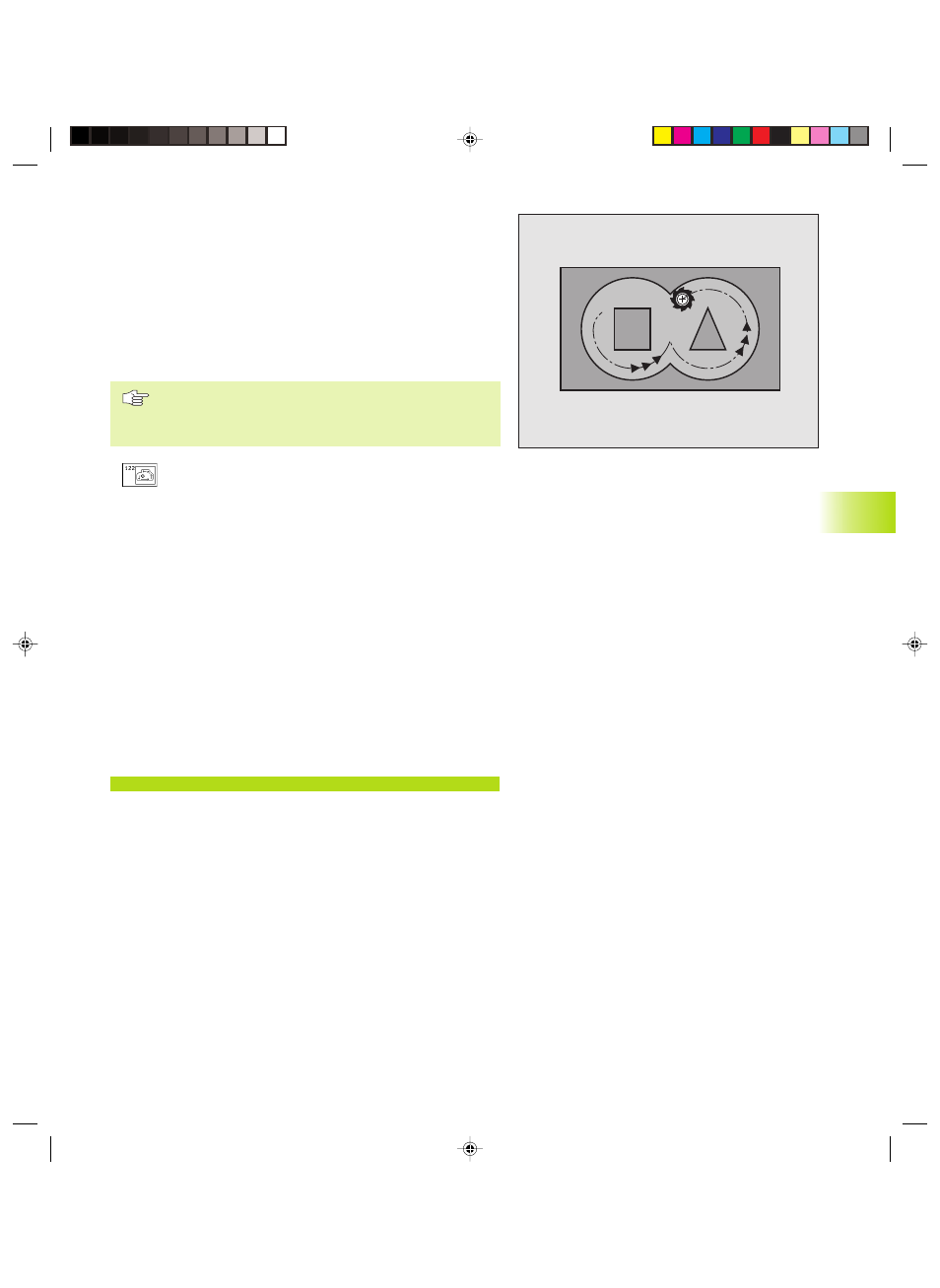
HRUBOVÁNÍ (cyklus G122)
1 TNC napolohuje nástroj nad bod zápichu; přitom je zohledněn
př davek na dokončen stěny
2 V prvn hloubce př suvu frézuje nástroj obrys frézovac m
posuvem Q12 z vnitřku směrem ven
3 Přitom budou obrysy ostrůvku (zde: C/D) profrézovány s
přibl žen m na obrys kapsy (zde: A/B)
4 Potom projede TNC obrys kapsy načisto a odjede nástrojem zpět
na bezpečnou výšku
Před programován m dbejte následuj c ho
Cyklus vyžaduje frézu s čeln mi zuby (DIN 844), nebo
předvrtán s cyklem G121.
ú
Hloubka př suvu Q10 (inkrementáln ): rozměr, o který
je nástroj pokaždé přisunut
ú
Posuv na hloubku Q11: posuv při zápichu v mm/min
ú
Posuv pro frézován Q12: frézovac posuv v
mm/min
ú
Předhrubovac nástroj č slo Q18: č slo nástroje, se
kterým již TNC hruboval. Pokud nebylo
předhrubováno, zadat „0“; pokud zde zadáte nějaké
č slo, vyhrubuje TNC jen tu část, která by nemohla
být s předhrubovac m nástrojem obrobena.
Pokud nen možné najet stranově dohrubovaný
rozsah, zapichuje se TNC kývavě; k tomu účelu
mus te v tabulce nástrojů TOOL.T (viz kapitola „5.2
Data nástroje“) nadefinovat délku břitu LCUTS a
maximáln úhel ponoru nástroje ANGLE. Jinak vyp še
TNC chybové hlášen
ú
Posuv kýván Q19: posuv při kývavém zápichu v
mm/min
Př klad NC bloku:
N59 G122 Q10=–20 Q11=350 Q12=750 Q18=1 Q19=500*
8.7 SLcykly skupiny II (nen u TNC 410)
C
D
A
B
Kkap8.pm6
27.06.2006, 14:51
203