6 přklady pr ogramován – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 265
249
HEIDENHAIN TNC 410, TNC 426, TNC 430
9.6 Přklady pr
ogramován
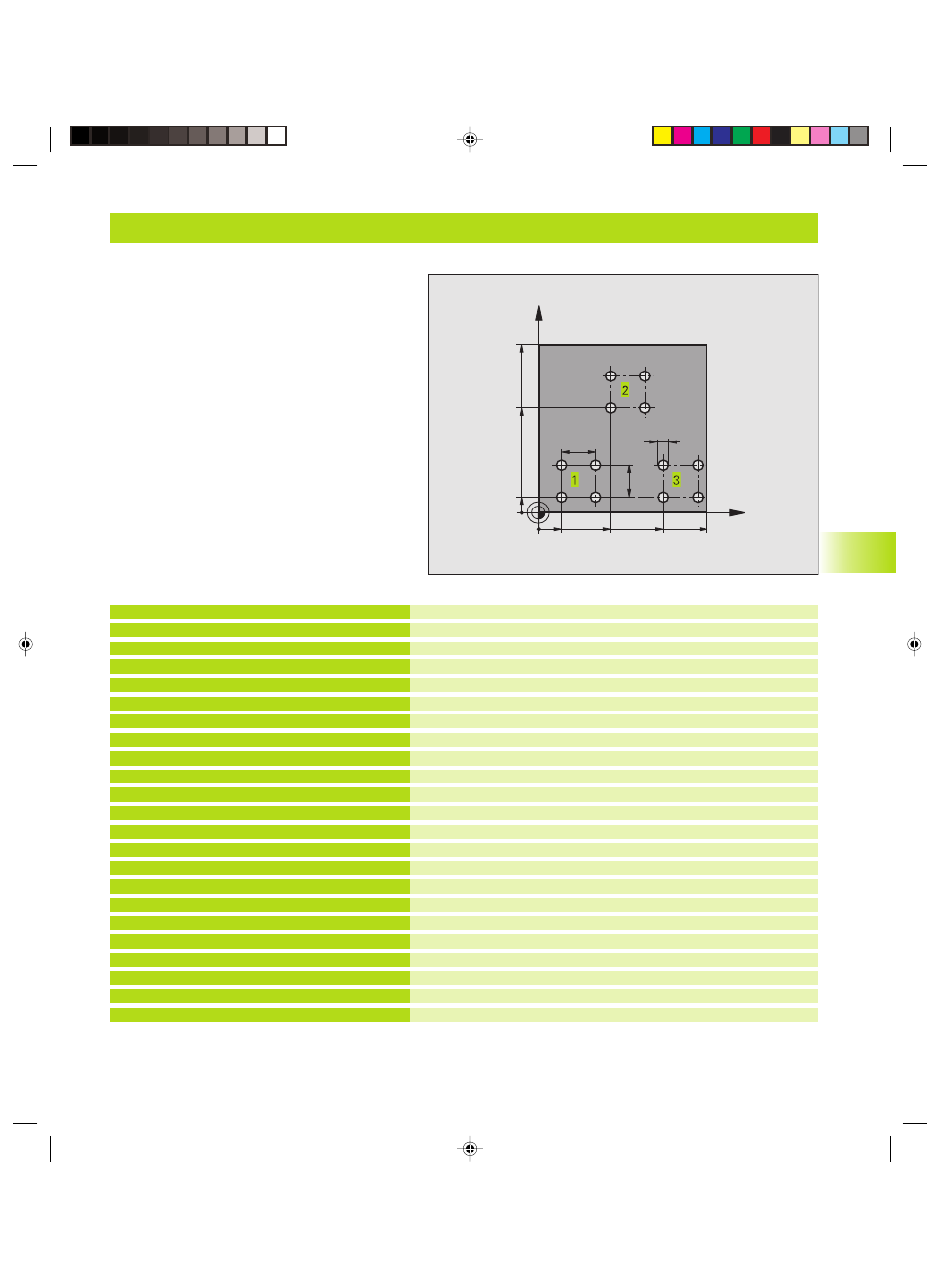
Př klad: Skupina děr
%PPGM1 G71 *
N10 G30 G17 X+0 Y+0 Z 40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+2,5 *
N40 T1 G17 S5000 *
N50 G00 G40 G90 Z+250 *
N60 G83 P01 +2 P02 30 P03 +5 P04 0
P05 300 *
N70 X+15 Y+10 M3 *
N80 L1,0 *
N90 X+45 Y+60 *
N100 L1,0 *
N110 X+75 Y+10 *
N120 L1,0 *
N130 G00 Z+250 M2 *
N140 G98 L1 *
N150 Z+2 M99 *
N160 G91 X+20 M99 *
N170 Y+20 M99 *
N180 X 20 G90 M99 *
N190 G98 L0 *
N999999 %PPGM1 G71 *
Definice nástroje
Vyvolán nástroje
Vyjet nástroje
Definice cyklu vrtán
Najet na bod startu skupiny děr 1, START vřetena
Volán podprogramu pro skupinu děr
Najet na bod startu skupiny děr 2
Volán podprogramu pro skupinu děr
Najet na bod startu skupiny děr 3
Volán podprogramu pro skupinu děr
Konec hlavn ho programu
Začátek podprogramu 1: Skupina děr
1. d ra; v ose Z na bezpečnostn vzdálenost, vyvolán cyklu
Najet 2. d ry, vyvolán cyklu
Najet 3. d ry, vyvolán cyklu
Najet 4. d ry, vyvolán cyklu
Konec podprogramu 1
Př klad: Skupina děr
Průběh programu
■
Najet na skupiny děr v hlavn m programu
■
Vyvolán skupiny děr (podprogram 1)
■
Skupinu děr naprogramovat jen jednou v
podprogramu 1
%PPGM1 G71 *
N10 G30 G17 X+0 Y+0 Z 40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+2,5 *
N40 T1 G17 S5000 *
N50 G00 G40 G90 Z+250 *
N60 G83 P01 +2 P02 30 P03 +5 P04 0
P05 300 *
N70 X+15 Y+10 M3 *
N80 L1,0 *
N90 X+45 Y+60 *
N100 L1,0 *
N110 X+75 Y+10 *
N120 L1,0 *
N130 G00 Z+250 M2 *
N140 G98 L1 *
N150 Z+2 M99 *
N160 G91 X+20 M99 *
N170 Y+20 M99 *
N180 X 20 G90 M99 *
N190 G98 L0 *
N999999 %PPGM1 G71 *
Definice nástroje
Vyvolán nástroje
Vyjet nástroje
Definice cyklu vrtán
Najet na bod startu skupiny děr 1, START vřetena
Volán podprogramu pro skupinu děr
Najet na bod startu skupiny děr 2
Volán podprogramu pro skupinu děr
Najet na bod startu skupiny děr 3
Volán podprogramu pro skupinu děr
Konec hlavn ho programu
Začátek podprogramu 1: Skupina děr
1. d ra; v ose Z na bezpečnostn vzdálenost, vyvolán cyklu
Najet 2. d ry, vyvolán cyklu
Najet 3. d ry, vyvolán cyklu
Najet 4. d ry, vyvolán cyklu
Konec podprogramu 1
X
Y
15
60
100
100
75
10
45
20
20
5
Lkap9.pm6
27.06.2006, 14:54
249