4 cykly k frézován kapes, ostrůvků a drážek – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 197
181
HEIDENHAIN TNC 410, TNC 426, TNC 430
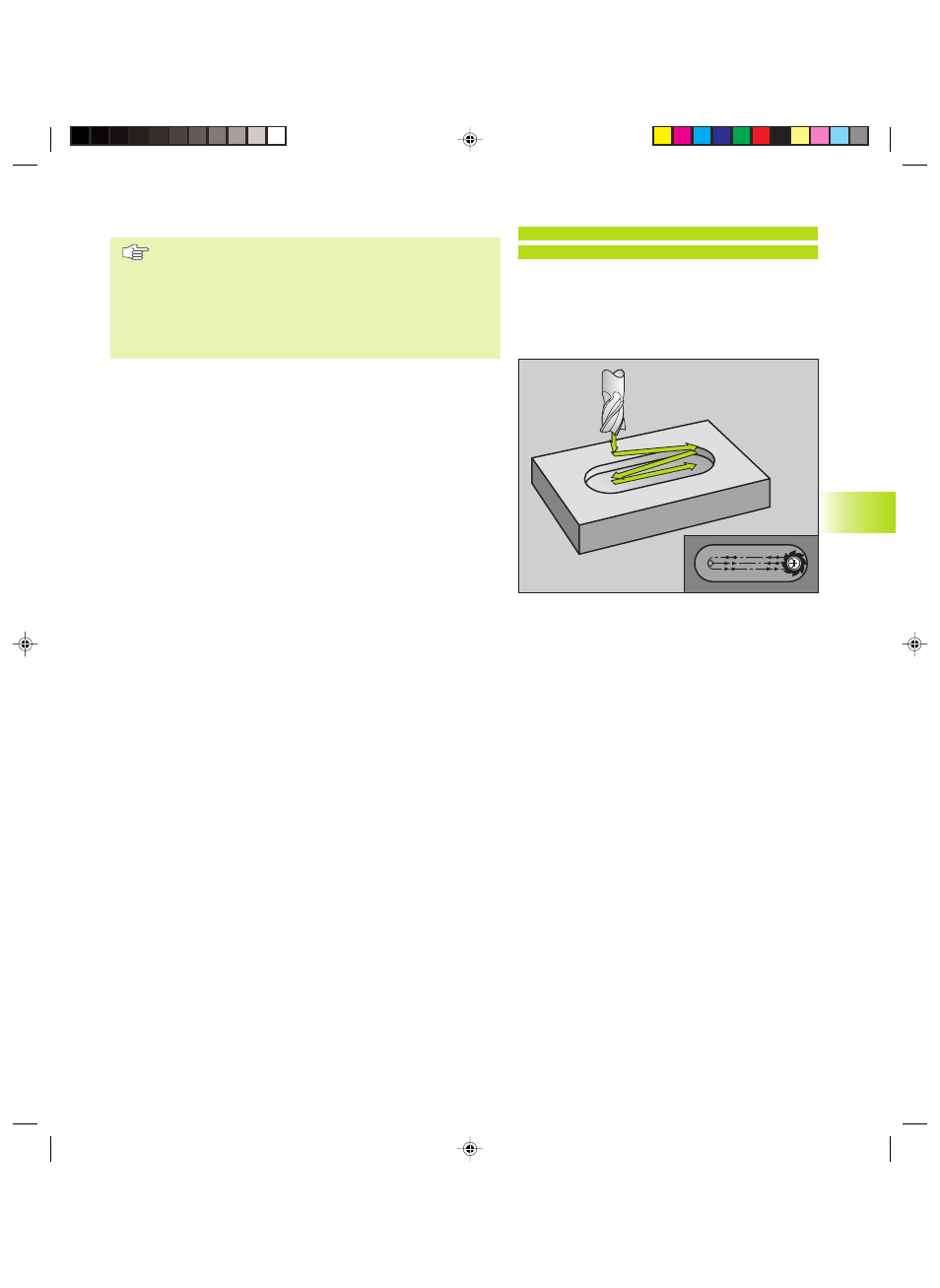
DRÁŽKA KYVNĚ (CYKLUS G210)
Před programován m dbejte následuj c ho
Znaménko parametru hloubky definuje směr obráběn .
Průměr frézy nevolit větš než je š řka drážky a ne menš ,
než je třetina š řky drážky.
Průměr frézy volit menš než je polovina délky drážky:
jinak se TNC nemůže kývavě zafrézovat.
Hrubován
1 TNC napolohuje nástroj s rychloposuvem v ose vřetena na 2.
bezpečnostn vzdálenost a potom do středu levého kruhového
oblouku; odtud napolohuje TNC nástroj na bezpečnostn
vzdálenost nad povrchem obrobku
2 Nástroj najede s posuvem frézován na povrch obrobku; odtud
naj žd fréza ve směru délky drážky šikmo se zapichuj c do
materiálu ke středu pravého kruhového oblouku.
3 Potom přej žd nástroj opět šikmo se zapichuj c zpět ke středu
levého kruhového oblouku; tyto kroky se opakuj , až je dosaženo
programované hloubky frézován
4 Na hloubce frézován přej žd TNC nástrojem rovinným
frézován m na druhý konec drážky a potom opět do středu
drážky
Dokončován
5 Ze středu drážky najede TNC nástrojem tangenciálně na
dokončovaný obrys; potom TNC dokonč sousledně obrys (při
M3)
6 Na konci obrysu přejede nástroj tangenciálně směrem od
obrysu do středu drážky
7 Potom odjede nástroj s rychloposuvem zpět na bezpečnostn
vzdálenost a pokud je zadaná na 2. bezpečnostn vzdálenost
8.4 Cykly k frézován kapes, ostrůvků a drážek
Př klad NC bloku:
N44 G74 P01 2 P02 20 P03 5 P04 100
P05 X+80 P06 Y12 P07 275*
Kkap8.pm6
27.06.2006, 14:51
181