5 cykly k vytvoř en bodových rastrů – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 205
189
HEIDENHAIN TNC 410, TNC 426, TNC 430
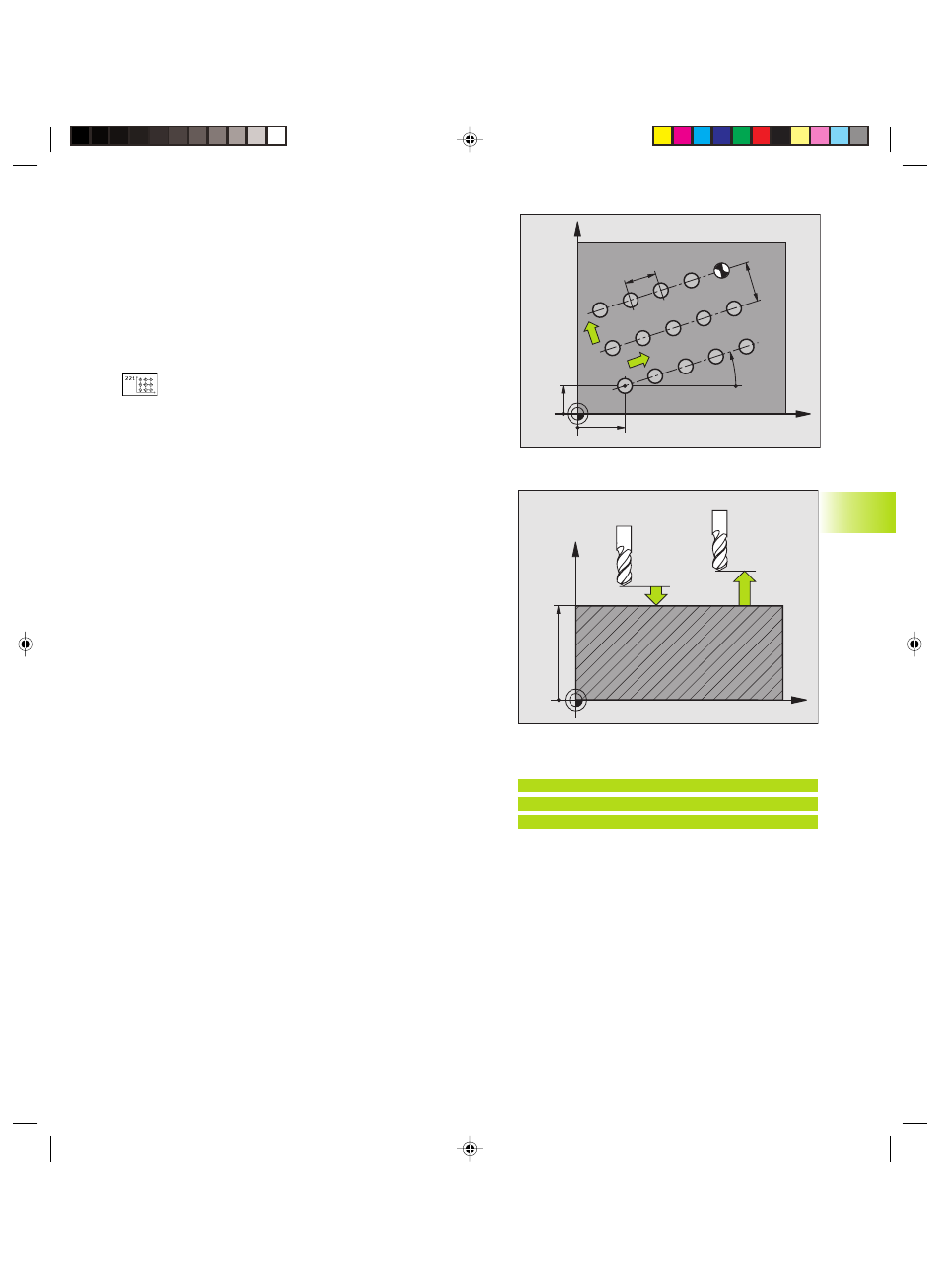
5 Potom přejede TNC nástrojem k posledn mu bodu druhého řádku
a tam provede obráběn
6 Odtud napolohuje TNC nástroj v záporném směru hlavn osy na
bod startu dalš ho obráběn
7 Tento proces (5 6) se opakuje, až jsou provedena všechna
obráběn na druhém řádku
8 Potom TNC přejede nástrojem na bod startu dalš ho řádku
9 Takovýmto kývavým pohybem budou obrobeny dalš řádky
ú
Startovac bod v 1. ose Q225 (absolutn ): souřadnice
bodu startu v hlavn ose roviny obráběn
ú
Startovac bod v 2. ose Q226 (absolutn ): souřadnice
bodu startu ve vedlejš ose roviny obráběn
ú
Rozteč v 1. ose Q237 (inkrementáln ): rozteč
jednotlivých bodů na řádku
ú
Rozteč v 2. ose Q238 (inkrementáln ): rozteč mezi
jednotlivými řádky
ú
Počet sloupců Q242: počet obráběn na řádku
ú
Počet řádků Q243: počet řádků
ú
Otočen Q224 (absolutn ): úhel, o který je celý rastr
natočen; střed otáčen lež v bodě startu
ú
Bezpečnostn vzdálenost Q200 (inkrementáln ):
vzdálenost mezi hrotem nástroje a povrchem obrobku
ú
Souřadnice povrchu obrobku Q203 (absolutn ):
souřadnice povrchu obrobku
ú
2. bezpečnostn vzdálenost Q204 (inkrementaln ):
souřadnice osy vřetena, ve které nemůže doj t k
žádné kolizi mezi nástrojem a obrobkem (úpinkami)
nav c u TNC 426, TNC 430 s NC softwarem
280 474 xx:
ú
Naje te na bezpečnou výšku Q301: definujte, jak se
se má nástroj pohybovat mezi operacemi obráběn :
0: najet na bezpečnostn vzdálenost mezi operacemi
obráběn
1: Najet na 2. bezpečnostn vzdáloenost mezi body
měřen
8.5 Cykly k vytvoř
en bodových rastrů
X
Z
Q200
Q203
Q204
X
Y
Q226
Q225
Q224
Q238
Q237
N = Q242
N = Q243
Př klad NC bloku:
N54 G221 Q225=+15 Q226=+15 Q237=+10
Q238=+8 Q242=6 Q243=4 Q224=+15
Q200=2 Q203=+0 Q204=50*
Kkap8.pm6
27.06.2006, 14:51
189