7 slcykly skupiny ii (nen u tnc 410) – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 221
205
HEIDENHAIN TNC 410, TNC 426, TNC 430
8.7 SLcykly skupiny II (nen u TNC 410)
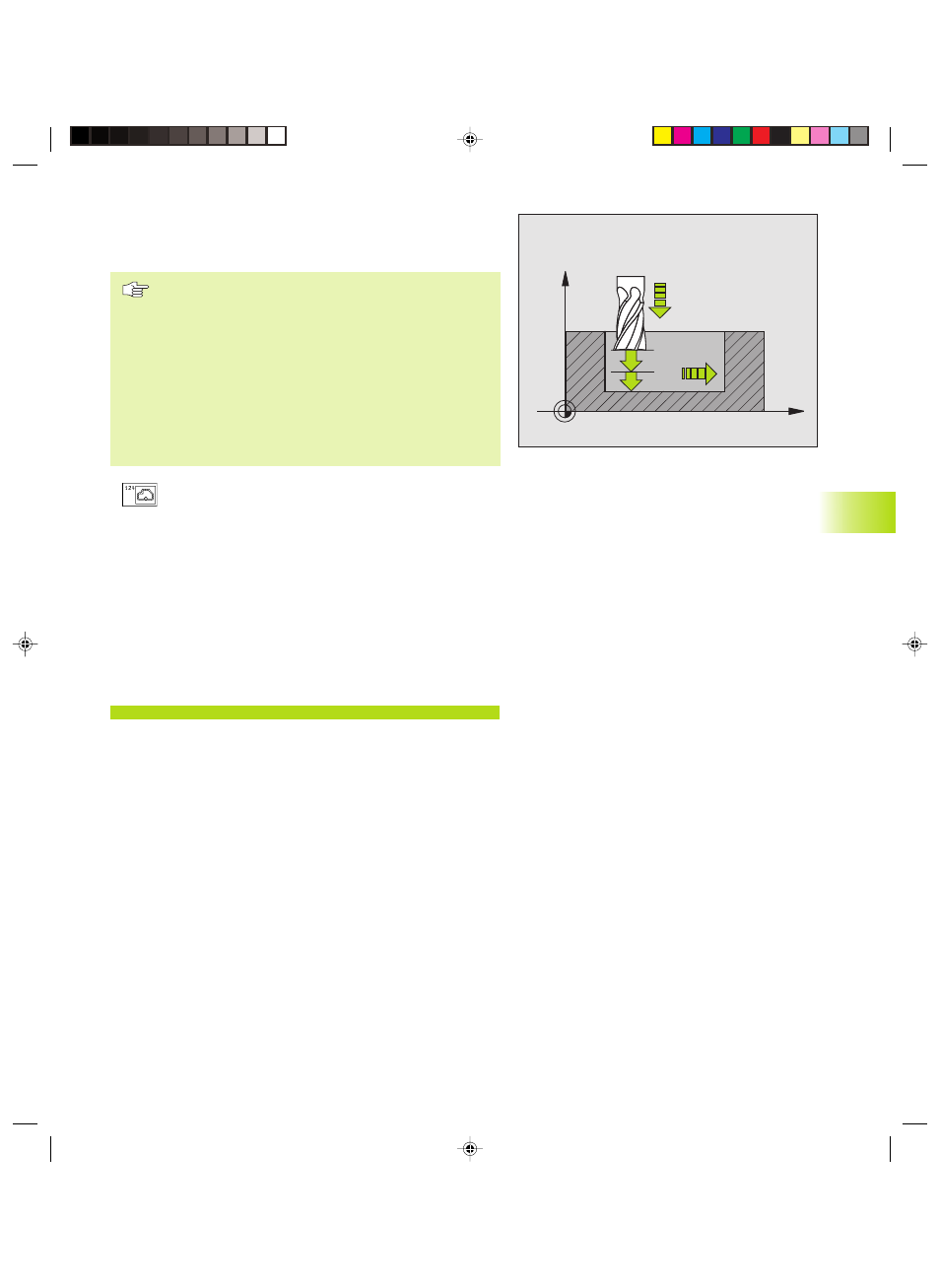
X
Z
Q11
Q12
Q10
DOKONČENÍ STĚN (cyklus G124)
TNC naj žd nástrojem po kruhové dráze tangenciálně na d lč
obrysy. Každý d lč obrys je samostatně dokončen.
Před programován m dbejte následuj c ho
Součet př davku na dokončen stěny (Q14) a radiusu
dokončovac ho nástroje mus být menš než součet
př davku na dokončen stěny (Q3, cyklus G120) a
radiusu hrubovac ho nástroje.
Pokud použijete cyklus G124, aniž jste předt m
vyhrubovali s cyklem G122, plat rovněž výše uvedený
výpočet; radius hrubovac ho nástroje pak má hodnotu
„0“.
TNC zjist sám bod startu pro dokončován . Bod startu je
závislý na prostorových poměrech v kapse.
ú
Otáčen ? V hodin.smyslu = –1 Q9:
směr obráběn :
+1:otáčen proti hodinovému smyslu
–1:rotace ve smyslu hodin
ú
Hloubka př suvu Q10 (inkrementáln ): rozměr, o který
je nástroj pokaždé přisunut
ú
Posuv na hloubku Q11: posuv při zafrézován
ú
Posuv pro frézován Q12: frézovac posuv
ú
Př davek načisto pro stranu Q14 (inkrementáln ):
př davek pro v cenásobné dokončován ; pokud
zadáte Q14 = 0, pak bude posledn zbytek př davku
vyhrubován
Př klad NC bloku:
N61 G124 Q9=+1 Q10=+5 Q11=100 Q12=350 Q14=+0*
Kkap8.pm6
27.06.2006, 14:51
205