7 slcykly skupiny ii (nen u tnc 410) – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 218
8 Programován : Cykly
202
ú
Bezpečnostn vzdálenost Q6 (inkrementáln ):
vzdálenost mezi čelem nástroje a povrchem
obrobku
ú
Bezpečná výška Q7 (absolutn ): absolutn výška, ve
které nemůže doj t k žádné kolizi s obrobkem (pro
mezipolohován a návrat na konci cyklu)
ú
Vnitřn radius zaoblen Q8: radius zaoblen na
vnitřn ch „roz ch“; zadaná hodnota se vztahuje na
dráhu středu nástroje
ú
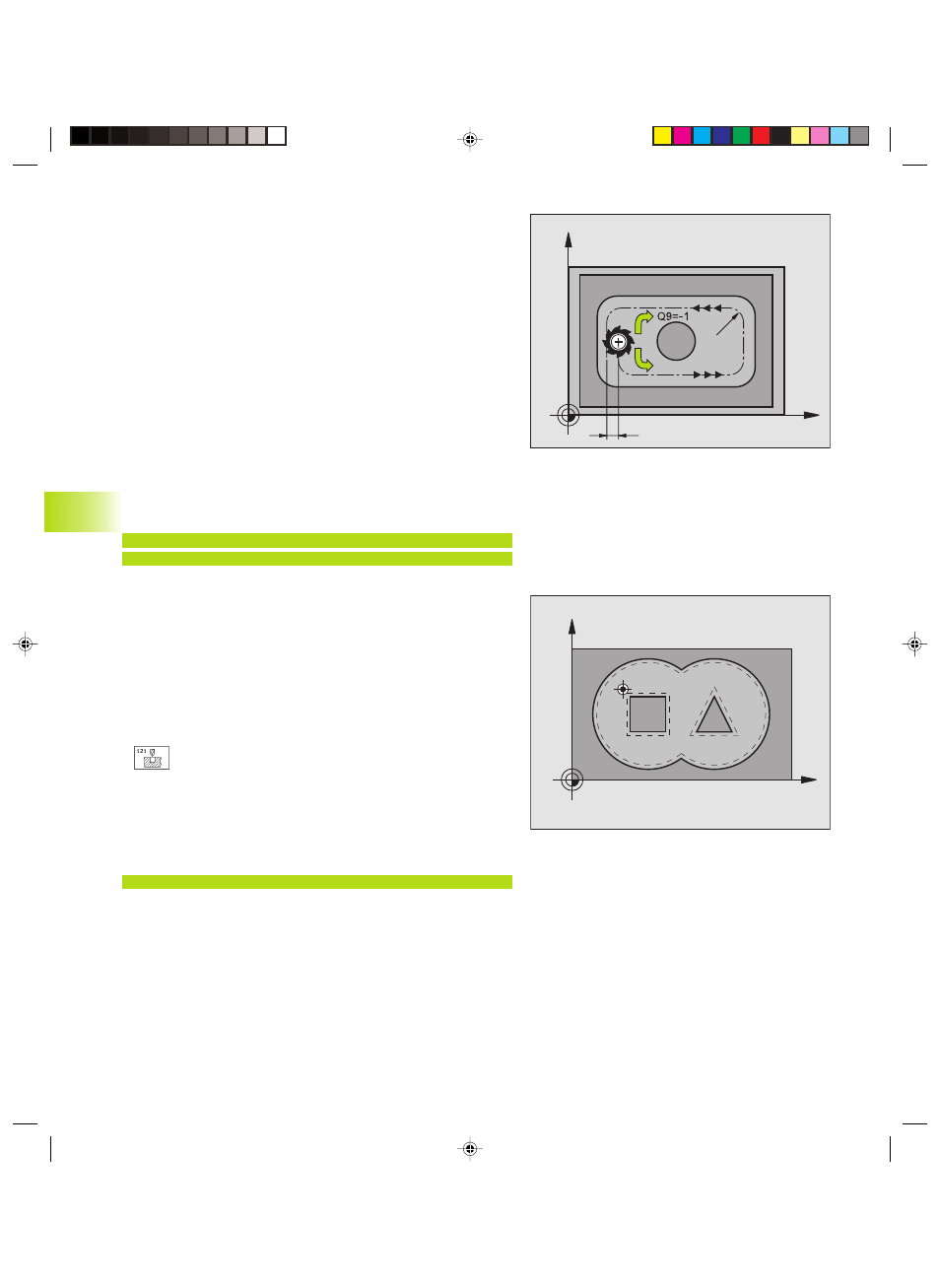
Otáčen ? V hodin.smyslu = 1 Q9: směr obráběn pro
kapsy
■
v hodinovém smyslu (Q9 = 1 nesousledně pro
kapsu
a čep)
■
proti smyslu ručiček (Q9 = +1 sousledně pro kapsu
a čep)
Parametry obráběn můžete při přerušen programu kontrolovat a
popř. přepisovat.
Př klad NC bloku:
N57 G120 Q1= 20 Q2=1 Q3=+0.2 Q4=+0.1 Q5=+0 Q6=+2
Q7=+50 Q8=0.5 Q9=+1*
PŘEDVRTÁNÍ (cyklus G121)
Průběh cyklu
Jako cyklus G83 HLUBOKÉ VRTÁNÍ (viz „8.3 Vrtac cykly“).
Použit
Cyklus G121 PŘEDVRTÁNÍ zohledňuje pro body zápichu př davek
na dokončen stěn a př davek na dokončen dna, rovněž i radius
hrubovac ho nástroje. Body zápichu jsou současně i body startu
pro hrubován .
ú
Hloubka př suvu Q10 (inkrementáln ): rozměr, o který
je nástroj pokaždé přisunut (znaménko při záporném
směru obráběn „–“)
ú
Posuv na hloubku Q11: vrtac posuv v mm/min
ú
Hrubovac nástroj č slo Q13: č slo hrubovac ho
nástroje
Př klad NC bloku:
N58 G121 Q10=+5 Q11=100 Q13=1*
8.7 SLcykly skupiny II (nen u TNC 410)
X
Y
X
Y
k
Q9=+1
Q8
Kkap8.pm6
27.06.2006, 14:51
202