10 přklady pr ogramován – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 288
HEIDENHAIN TNC 410, TNC 426, TNC 430
273
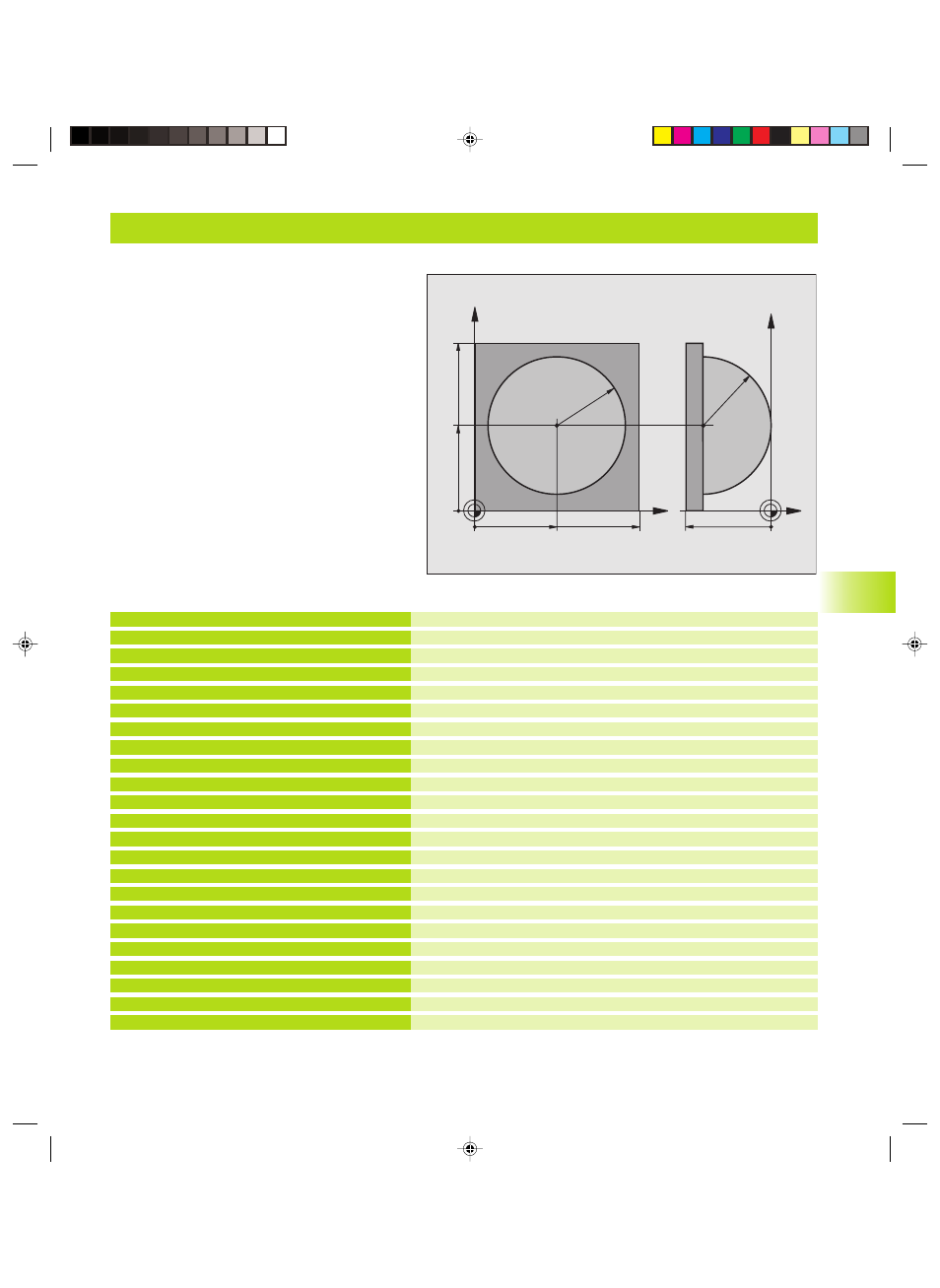
Př klad: Vypouklá (konvexn ) koule se stopkovou frézou
Př klad: Vypouklá (konvexn ) koule se stopkovou frézou
Střed v ose X
Střed v ose Y
Prostorový startovn úhel (rovina Z/X)
Prostorový koncový úhel (rovina Z/X)
Úhlový krok v prostoru
Radius koule
Startovac úhel natočen v rovině X/Y
Koncový úhel natočen v rovině X/Y
Úhlový krok v rovině X/Y pro hrubován
Př davek na radius koule pro hrubován
Bezpečnostn vzdálenost pro předpolohován v ose vřetena
Posuv při frézován
Definice neobrobeného polotovaru
Definice nástroje
Vyvolán nástroje
Vyjet nástroje
Vyvolán obráběn
Zrušen př davku
Úhlový krok v rovině X/Y pro dokončován
Vyvolán obráběn
Vyjet nástroje, konec programu
%KOULE G71 *
N10 D00 Q1 P01 +50 *
N20 D00 Q2 P01 +50 *
N30 D00 Q4 P01 +90 *
N40 D00 Q5 P01 +0 *
N50 D00 Q14 P01 +5 *
N60 D00 Q6 P01 +45 *
N70 D00 Q8 P01 +0 *
N80 D00 Q9 P01 +360 *
N90 D00 Q18 P01 +10 *
N100 D00 Q10 P01 +5 *
N110 D00 Q11 P01 +2 *
N120 D00 Q12 P01 +350 *
N130 G30 G17 X+0 Y+0 Z 50 *
N140 G31 G90 X+100 Y+100 Z+0 *
N150 G99 T1 L+0 R+7,5 *
N160 T1 G17 S4000 *
N170 G00 G40 G90 Z+250 *
N180 L10,0 *
N190 D00 Q10 P01 +0 *
N200 D00 Q18 P01 +5 *
N210 L10,0 *
N220 G00 G40 Z+250 M2 *
Průběh programu
■
Program funguje pouze se stopkovou frézou
■
Obrys koule je napodoben velkým množstv m
malých př mkových úseků (rovina Z/X, počet
definován v Q14). Č m menš je definován úhel
kroku, t m hladš je obrys
■
Počet obrysových řezů urč te pomoc úhlového
kroku v rovině (Q18)
■
Koule je frézovaná v 3D řezu zespoda nahoru
■
Radius nástroje je automaticky korigován
X
Y
50
100
100
Z
Y
-50
R45
50
R45
10.10 Přklady pr
ogramován
Mkap10.pm6
27.06.2006, 14:55
273