9 cykly pr o př epočet souřadnic – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 247
231
HEIDENHAIN TNC 410, TNC 426, TNC 430
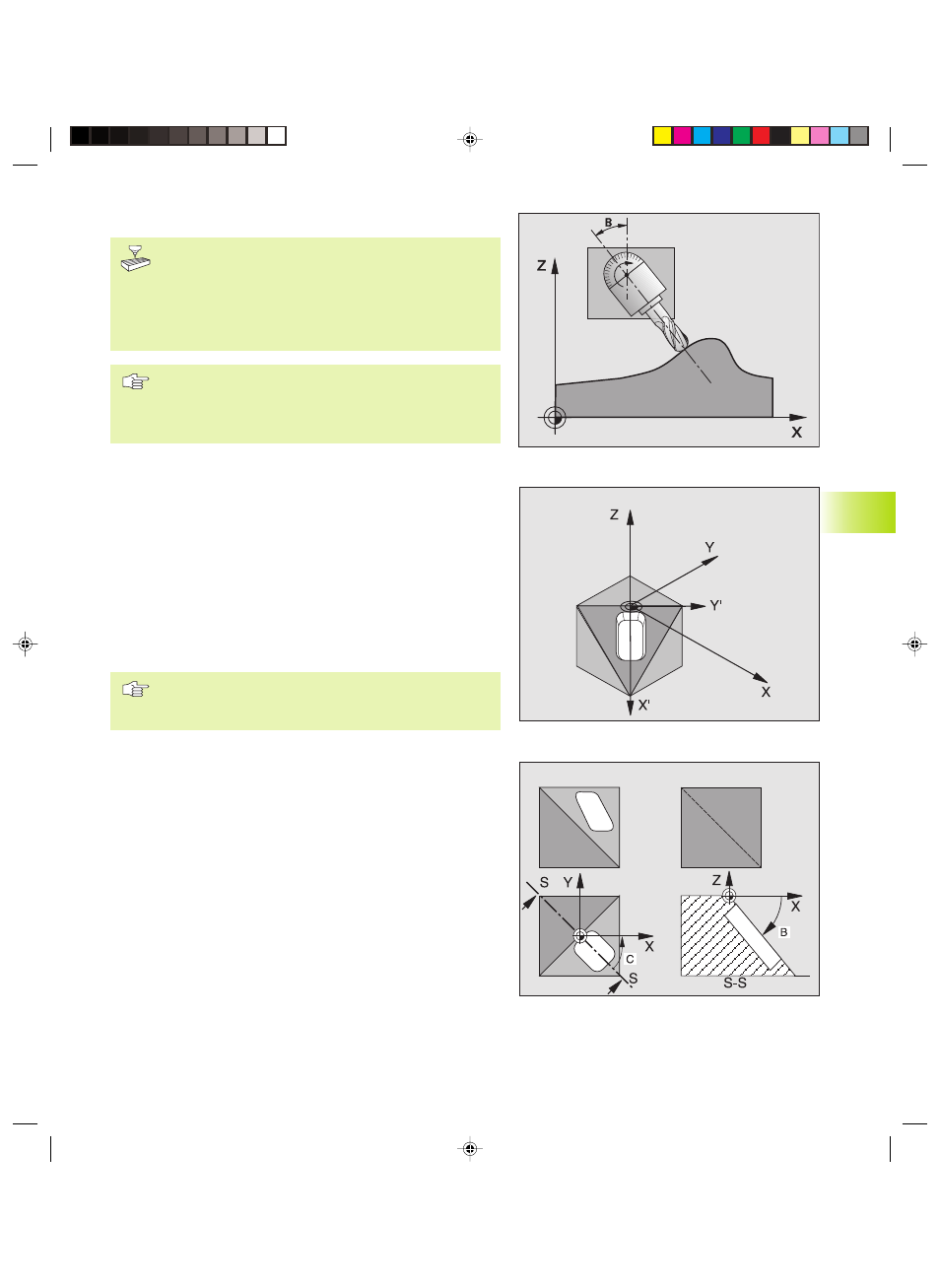
ROVINA OBRÁBĚNÍ (cyklus G80, nen u TNC 410)
Funkce k naklápěn roviny obráběn jsou výrobcem
stroje přizbůsobeny k TNC a ke stroji. U určitých
naklápěc ch hlav (naklápěc ch stolů) definuje výrobce
stroje, zda jsou v cyklu programované úhly od TNC
interpretovány jako souřadnice rotačn ch os nebo jako
složky úhlu sklopené roviny. Informujte se ve vaš
př ručce ke stroji.
Naklápěn roviny obráběn se uskutečňuje vždy okolo
aktivn ho nulového bodu.
Podklady viz „2.5 Naklápěn roviny obráběn “: pročtěte
si podrobně tento odd l.
Účinek
V cyklu G80 definujete polohu roviny obráběn – tj. polohu osy
nástroje vztaženou na souřadnicový systém pevně přiřazený stroji
– pomoc zadán úhlů naklopen . Polohu roviny obráběn lze
definovat dvěma způsoby:
■
Př mo zadat polohu naklápěc ch os (viz obrázek vpravo nahoře)
■
Popsat rovinu obráběn až třemi natočen mi (prostorovými úhly)
stroji pevně přiřazeného souřadnicového systému. Požadovaný
prostorový úhel vycház z polohy řezu tedy polohy roviny
obráběn kolmé k ose nástroje, sklopené o daný úhel a natočen
vúči dalš rovině obráběn (viz obrázek vpravo dole). Pomoc
dvou prostorových úhlů lze jednoznačně určit libovolnou polohu
nástroje v prostoru
Mějte na paměti, že poloha naklopené soustavy
souřadnic a t m i pojezdové pohyby v naklopeném
systému závis na tom, jak naklopenou rovinu pop šete.
Pokud naprogramujete polohu roviny obráběn pomoc
prostorových úhlů, vypočte TNC potřebné úhlové polohy
naklápěc ch os automaticky a ulož je v parametrech Q120 (osa A)
až Q122 (osa C). Jsou li možná dvě řešen , zvol TNC + vycházej c
přitom z nulové polohy rotačn ch os + kratš cestu.
Pořad otáčen pro výpočet polohy roviny je pevné: nejprve otoč
TNC osu A, potom osu B a na závěr osu C.
Cyklus G80 je účinný od své definice v programu. Jakmile
popojedete nějakou osou v naklopeném systému, je účinná
korekce pro tuto osu. Pokud má být vypočtena korekce ve všech
osách, pak mus te popojet všemi osami.
8.9 Cykly pr
o př
epočet souřadnic
Kkap8.pm6
27.06.2006, 14:51
231