10 přklady pr ogramován – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 286
HEIDENHAIN TNC 410, TNC 426, TNC 430
271
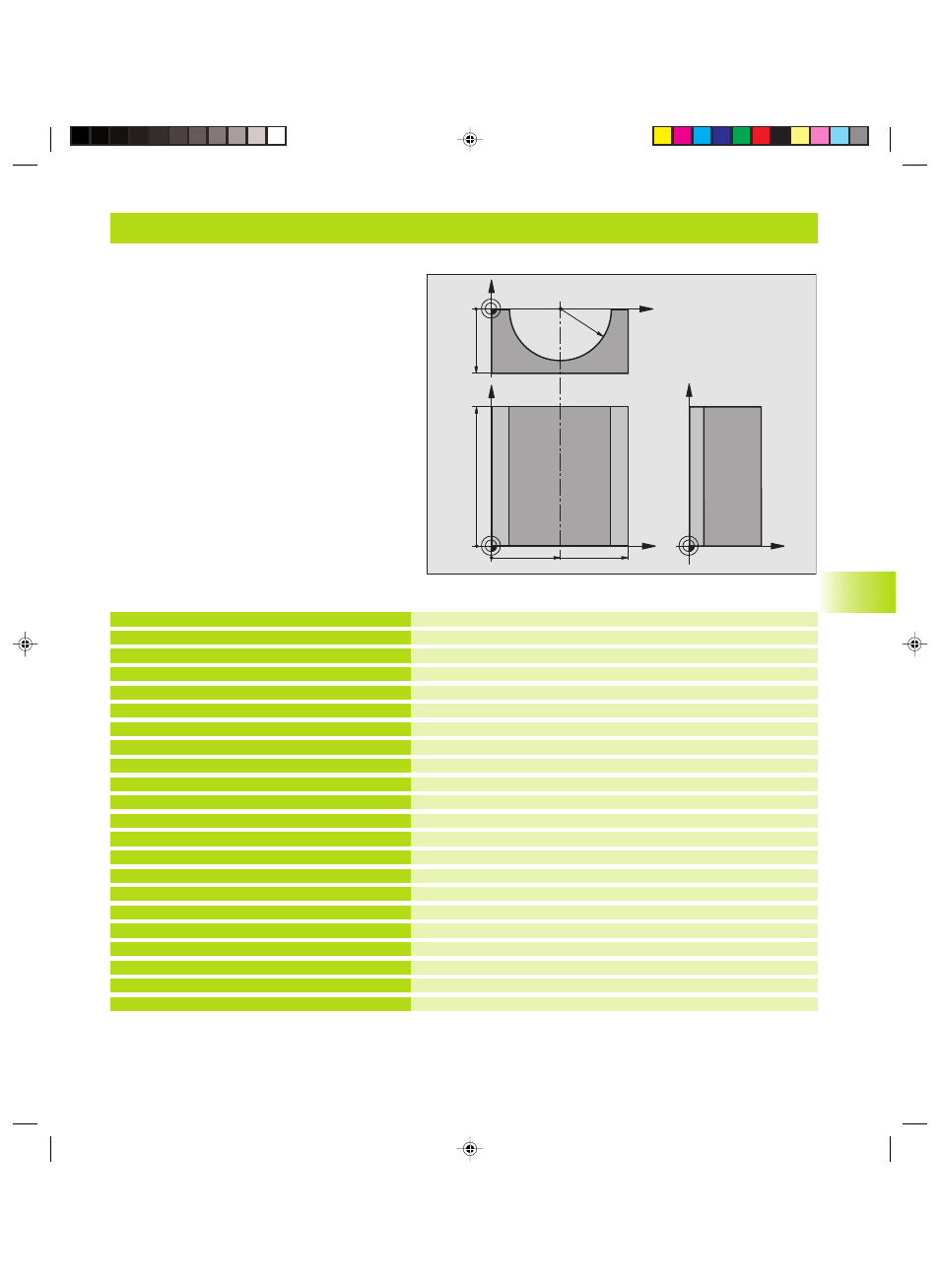
Př klad: Konkávn válec s radiusovou frézou
Př klad: Konkávn válec s radiusovou frézou
Střed v ose X
Střed v ose Y
Střed v ose Z
Prostorový startovn úhel (rovina Z/X)
Prostorový koncový úhel (rovina Z/X)
Radius válce
Délka válce
Natočen v rovině X/Y
Př davek na radius válce
Posuv na hloubku
Posuv při frézován
Počet řezů
Definice neobrobeného polotovaru
Definice nástroje
Vyvolán nástroje
Vyjet nástroje
Vyvolán obráběn
Zrušen př davku
Vyvolán obráběn
Vyjet nástroje, konec programu
%VALEC G71 *
N10 D00 Q1 P01 +50 *
N20 D00 Q2 P01 +0 *
N30 D00 Q3 P01 +0 *
N40 D00 Q4 P01 +90 *
N50 D00 Q5 P01 +270 *
N60 D00 Q6 P01 +40 *
N70 D00 Q7 P01 +100 *
N80 D00 Q8 P01 +0 *
N90 D00 Q10 P01 +5 *
N100 D00 Q11 P01 +250 *
N110 D00 Q12 P01 +400 *
N120 D00 Q13 P01 +90 *
N130 G30 G17 X+0 Y+0 Z 50 *
N140 G31 G90 X+100 Y+100 Z+0 *
N150 G99 T1 L+0 R+3 *
N160 T1 G17 S4000 *
N170 G00 G40 G90 Z+250 *
N180 L10,0 *
N190 D00 Q10 P01 +0 *
N200 L10,0 *
N210 G00 G40 Z+250 M2 *
Průběh programu
■
Program funguje pouze s radiusovou frézou,
délka nástroje se vztahuje na střed koule
■
Obrys válce je napodoben velkým množstv m
př mkových úseků (počet definován v Q13). Č m
v ce kroků je definováno, t m hladš je obrys
■
Válec je frézován v podélných řezech (zde:
rovnoběžně s osou Y)
■
Směr frézován urč te pomoc startovn ho a
koncového bodu v prostoru:
Směr obráběn ve smyslu pohybu hodinových
ručiček:
Startovn úhel > Koncový úhel
Směr obráběn proti smyslu pohybu hodinových
ručiček:
Startovn úhel < Koncový úhel
■
Radius nástroje je automaticky korigován
10.10 Přklady pr
ogramován
X
Y
50
100
100
Z
Y
X
Z
-50
R40
Mkap10.pm6
27.06.2006, 14:55
271