3 vrtac cykly – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 163
147
HEIDENHAIN TNC 410, TNC 426, TNC 430
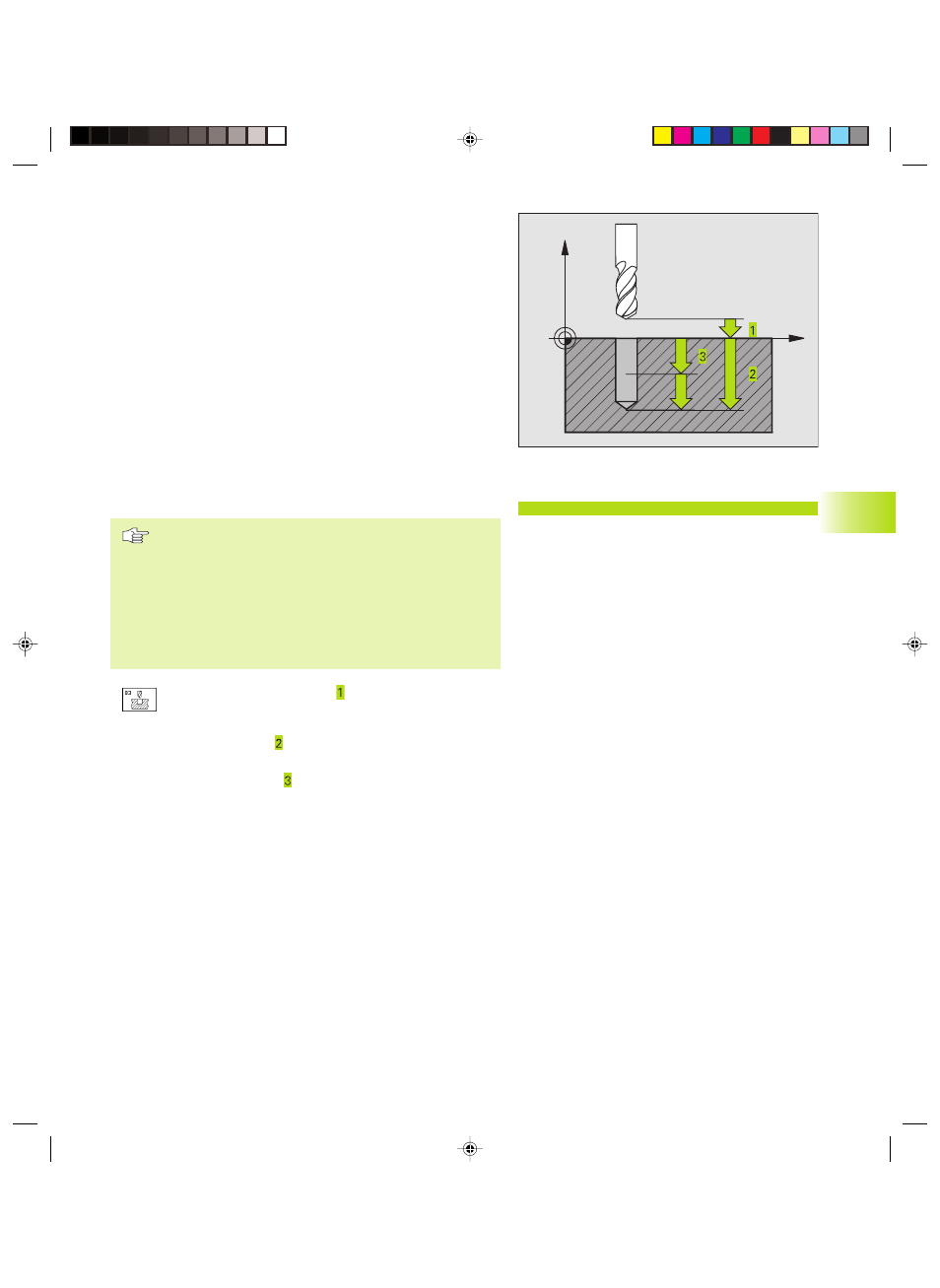
HLUBOKÉ VRTÁNÍ (cyklus G83)
1 Nástroj vrtá se zadaným posuvem F z aktuáln polohy až do prvn
hloubky př suvu
2 Potom TNC vyjede nástrojem a vrát se rychloposuvem opět zpět
až do prvn hloubky př suvu, zmenšené o představnou
vzdálenost t.
3 Ř dic systém zjist představnou vzdálenost automaticky:
■
hloubka vrtán do 30 mm: t = 0,6 mm
■
hloubka vrtán nad 30 mm: t = hloubka vrtán /50
maximáln představná vzdálenost: 7 mm
4 Poté vrtá nástroj se zadaným
posuvem o dalš hloubku př suvu
5 TNC opakuje tento proces (1 až 4), až je dosažena
zadaná hloubka vrtán
6 Na dně d ry vrát TNC po uplynut časové prodlevy k uvolněn z
řezu nástroj rychloposuvem zpět do startovac polohy
Před programován m dbejte následuj c ho
Naprogramovat polohovac blok do bodu startu (střed
d ry) v rovině obráběn s korekc radiusu G40.
Naprogramovat polohovac blok do výchoz ho bodu v
ose vřetena (bezpečnostn vzdálenost nad povrchem
obrobku).
Znaménko parametru cyklu, hloubka vrtán , definuje
směr vrtán .
ú
Bezpečnostn vzdálenost (inkrementáln ):
vzdálenost mezi hrotem nástroje (startovac poloha) a
povrchem obrobku
ú
Hloubka vrtán (inkrementáln ): vzdálenost mezi
povrchem obrobku a dnem d ry (hrot kuželu vrtáku)
ú
Hloubka př suvu (inkrementáln ): rozměr, o který je
nástroj pokaždé přisunut. TNC najede na hloubku
vrtán v jediné vrtac operaci, pokud:
■
hloubka př suvu se rovná hloubce vrtán
■
hloubka př suvu je větš než hloubka vrtán
Hloubka vrtán nemus být násobkem
hloubky př suvu
ú
Časová prodleva v sekundách: doba, po kterou
setrvá nástroj na dně d ry, aby došlo k uvolněn z řezu
ú
Posuv F: pojezdová rychlost nástroje při vrtán v mm/
min
8.3 Vrtac cykly
X
Z
Př klad NC bloku:
N10 G83 P01 2 P02 20 5 P03 0 P04 500*
Kkap8.pm6
27.06.2006, 14:51
147