3 vrtac cykly – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 178
8 Programován : Cykly
162
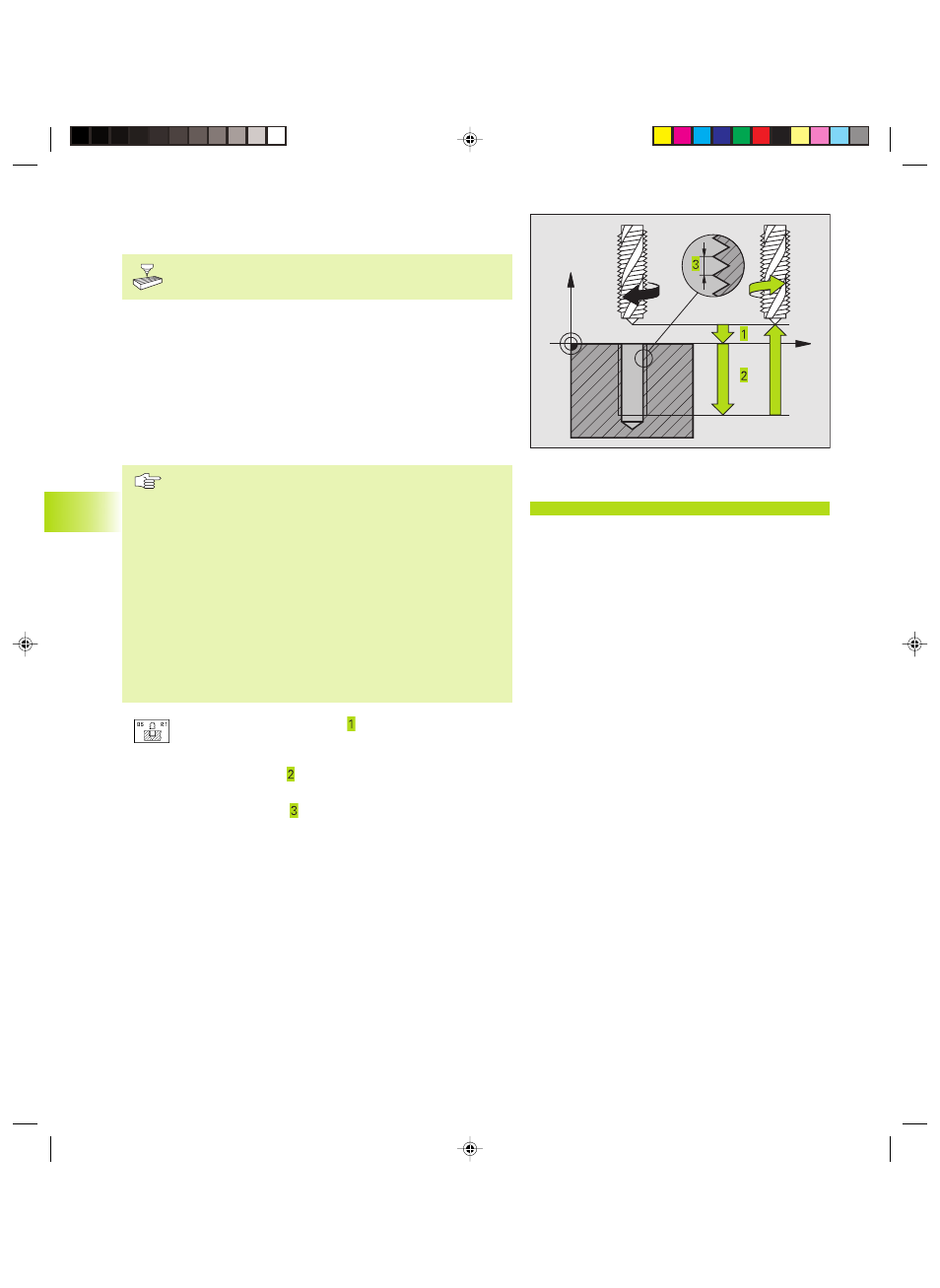
VRTÁNÍ ZÁVITU GS bez vyrovnávac hlavy
(cyklus G85)
Stroj a TNC mus být výrobcem stroje připraveny pro
vrtán závitu bez vyrovnávac hlavy.
TNC řeže závit bu v jednom nebo ve v ce řezech bez délkové
vyrovnávac hlavy.
Výhody oproti cyklu vrtán závitu s vyrovnávac hlavou:
■
vyšš obráběc rychlost
■
opakován stejného závitu, nebo se vřeteno při vyvolán cyklu
napolohuje do polohy 0° (závis na strojn m parametru 7160)
■
větš rozsah pojezdu v ose vřetena, nebo odpadá vyrovnávac
hlava
Před programován m dbejte následuj c ho
Naprogramovat polohovac blok do bodu startu (střed
d ry) v rovině obráběn s korekc radiusu G40
Naprogramovat polohovac blok do bodu startu v ose
vřetena (bezpečnostn vzdálenost nad povrchem
obrobku).
Znaménko parametru cyklu hloubky vrtán definuje směr
vrtán .
TNC vypočte posuv v závislosti na otáčkách vřetena.
Pokud během vrtán závitu otáč te otočným regulátorem
pro override otáček vřetena, přizpůsob TNC
automaticky posuv.
Otočný regulátor pro override posuvu nen aktivn .
ú
bezpečnostn vzdálenost (inkrementáln ):
vzdálenost mezi hrotem nástroje (startovac poloha) a
povrchem obrobku
ú
Hloubka vrtán (inkrementáln ): vzdálenost mezi
povrchem obrobku (začátek závitu) a koncem závitu
ú
Stoupán závitu :
Stoupán závitu. Znaménko určuje pravý a levý závit:
+ = pravý závit
– = levý závit
Vyjet při přerušen programu (nen u TNC 410)
Pokud stisknete během vrtán závitu extern tlač tko STOP, zobraz
TNC softklávesu RUČNÍ VYJETÍ. Pokud stisknete softklávesu
RUČNÍ VYJETÍ, můžete ř zeně vyjet nástrojem ze závitu. K tomu
stiskněte tlač tko kladného směru aktivn osy vřetena.
8.3 Vrtac cykly
X
Z
Př klad NC bloků:
N18 G85 P01 2 P02 20 P03 +1*
Kkap8.pm6
27.06.2006, 14:51
162