7 slcykly skupiny ii (nen u tnc 410) – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 217
201
HEIDENHAIN TNC 410, TNC 426, TNC 430
„Průniková“ plocha
Obrobena má být plocha vzniklá překryt m ploch A a B. (Jednoduše
překryté plochy maj zůstat neobrobené.)
■
A a B mus být kapsy.
■
A mus zač nat uvnitř B.
Plocha A:
N510 G98 L1 *
N520 G01 G42 X+60 Y+50 *
N530 I+35 J+50 *
N540 G02 X+60 Y+50 *
N550 G98 L0 *
Plocha B:
N560 G98 L2 *
N570 G01 G42 X+90 Y+50 *
N580 I+65 J+50 *
N590 G02 X+90 Y+50 *
N600 G98 L0 *
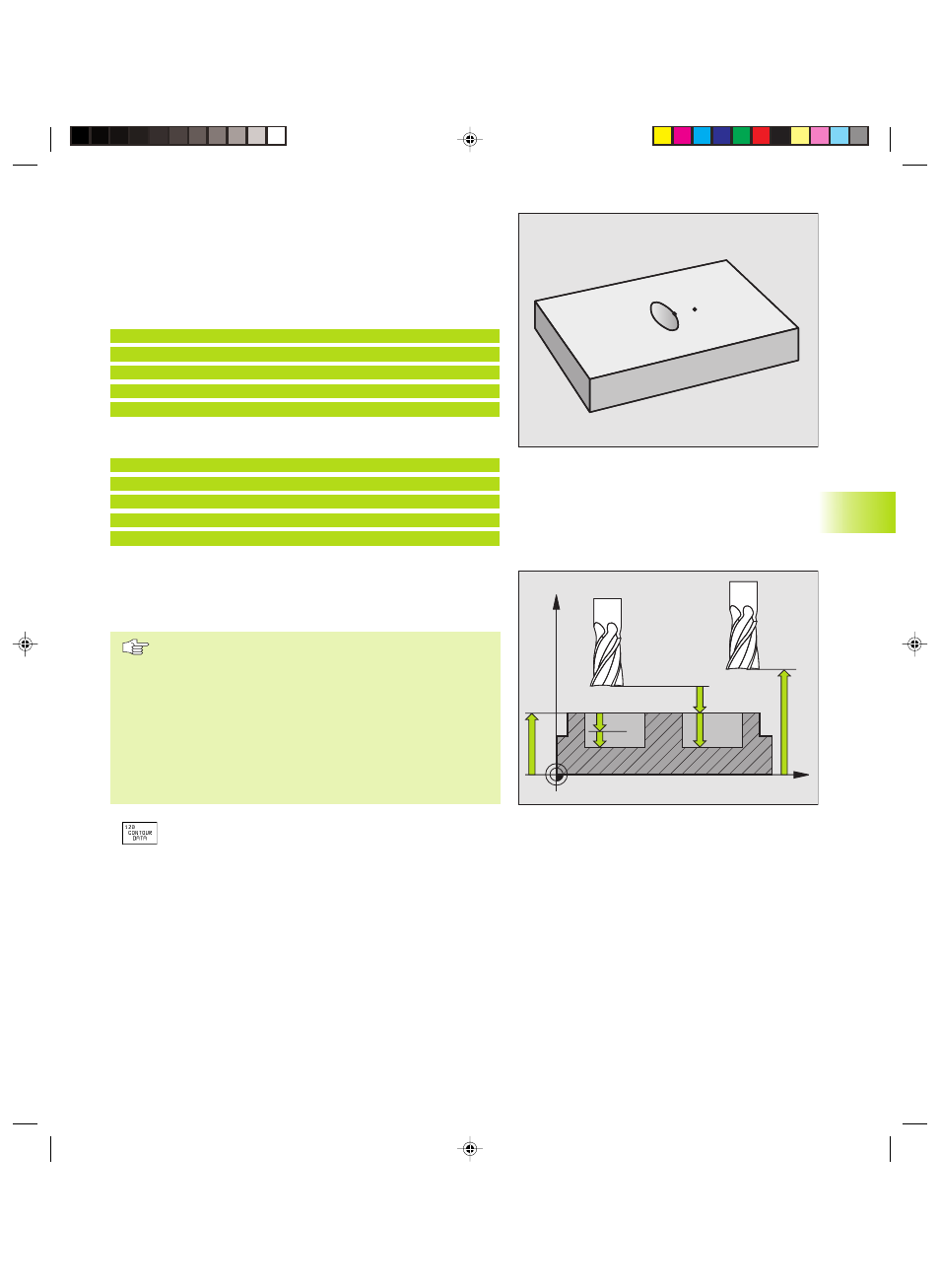
DATA OBRYSU (cyklus G120)
V cyklu G120 zadáte informace pro obráběn pro podprogramy s
d lč mi obrysy.
Před programován m dbejte následuj c ho
Cyklus G120 je aktivn jako DEF, to znamená, že cyklu s
G120 je aktivn od své definice v programu obráběn .
Znaménko parametru hloubky definuje směr obráběn .
Informace pro obráběn zadané v cyklu G120 plat pro
cykly G121 až G124.
Pokud použijete SL cykly v programech s Q parametry,
pak nesm te použ t parametry Q1 až Q19 jako parametry
programu.
ú
Hloubka frézován Q1 (inkrementáln ): vzdálenost
mezi povrchem obrobku a dnem kapsy.
ú
Faktor překryt dráhy Q2: Q2 x radius nástroje udává
stranový př suv k.
ú
Př davek načisto pro stranu Q3 (inkrementáln ):
př davek na dokončován v rovině obráběn .
ú
Př davek načisto pro hloubku Q4 (inkrementáln ):
př davek na dokončován pro dno.
ú
Souřadnice povrchu obrobku Q5 (absolutn ):
absolutn souřadnice povrchu obrobku
8.7 SLcykly skupiny II (nen u TNC 410)
A
B
X
Z
Q6
Q7
Q1
Q10
Q5
Kkap8.pm6
27.06.2006, 14:51
201