HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 317
12 3D dotykové sondy
302
X
Y
PA
X
Y
A
B
12.1 Snmac cykly v pr
ovoznm r
ežimu RUČNÍ PROVOZ a RUČNÍ K
OLEČK
O
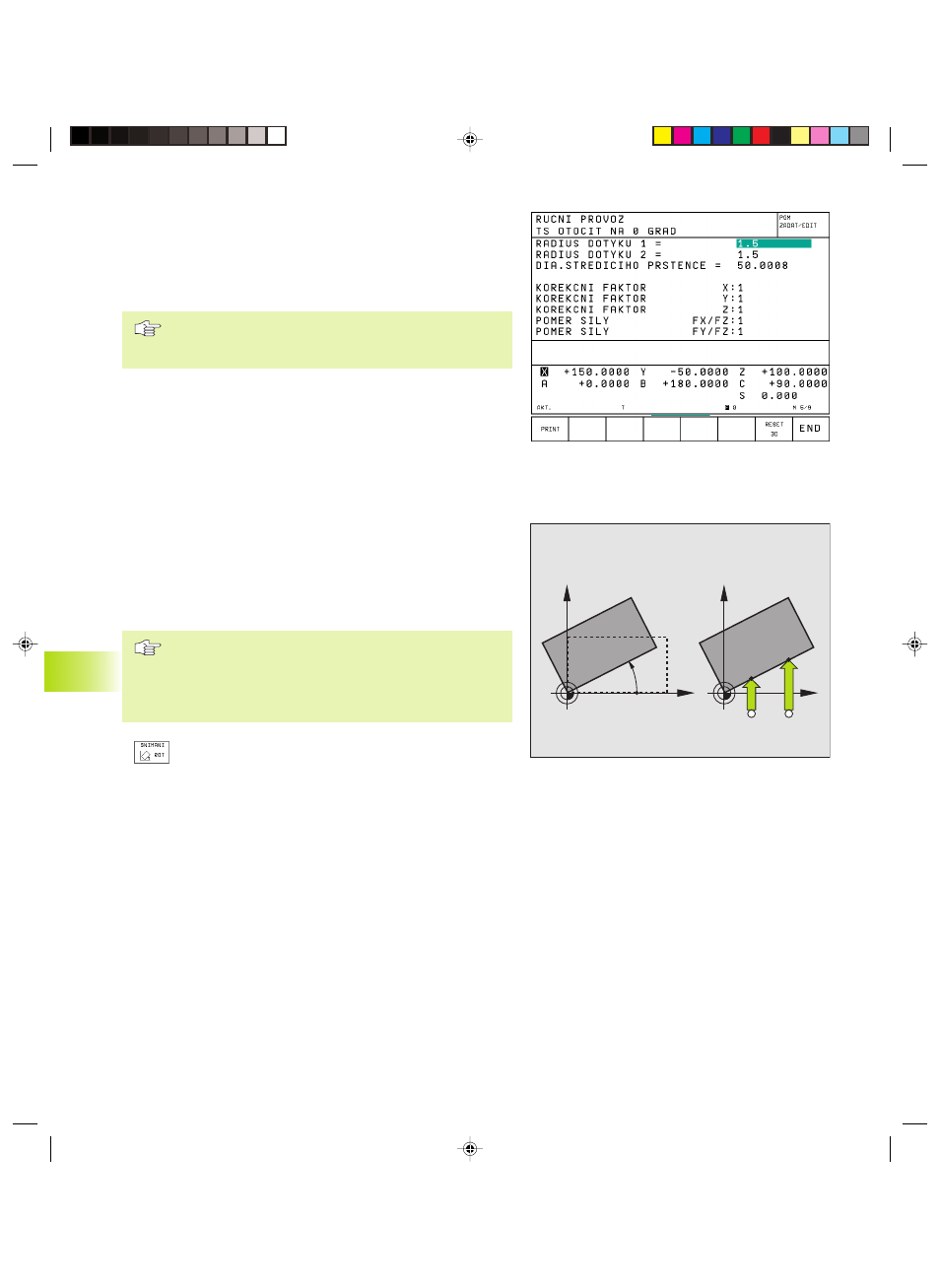
Zobrazen kalibračn ch hodnot
Korekčn faktory a silové poměry jsou uloženy v paměti TNC a jsou
respektovány při pozdějš m nasazen měřic dotykové sondy.
Stiskněte softklávesu KAL. 3D k zobrazen uložených hodnot.
Uložen kalibračn ch hodnot v tabulce nástrojů TOOL.T
Tato funkce je k dispozici jen tehdy, pokud jste nastavili
strojn parametr 7411 = 1 (aktivace dat dotykové sondy
s TOOL CALL).
Pokud provedete měřen během prováděn programu, můžete pro
dotykovou sondu aktivovat přes TOOL CALL korekčn data z tabulky
nástrojů. K uložen kalibračn ch dat do tabulky nástrojů TOOL.T,
zadejte v kalibračn m menu č slo nástroje (potvrdit stiskem klávesy
ENT) a potom stiskněte softklávesu R ZADÁNÍ TABULKA
NÁSTROJŮ.
TNC ulož radius dotykového hrotu 1 ve sloupci R, radius 2
dotykového hrotu ve sloupci R2.
Kompenzace šikmé polohy obrobku
Šikmou polohu upnut obrobku kompenzuje TNC početně pomoc
„základn ho natočen “.
K tomu nastav TNC úhel natočen na úhel, který má sv rat plocha
obrobku se vztažnou úhlovou osou roviny obráběn . Viz obrázek
vpravo uprostřed.
Směr sn mán k měřen šikmé polohy obrobku volit vždy
kolmo k úhlové vztažné ose.
Aby mohlo být základn natočen v prováděn programu
správně přepočteno, mus te v prvn m pojezdovém bloku
naprogramovat obě souřadnice roviny obráběn .
ú
Zvolit funkci dotykové sondy: stisknout softklávesu
SNÍMÁNÍ ROT
ú
Napolohovat dotykovou sondu do bl zkosti prvn ho
sn maného bodu
ú
Zvolit směr sn mán kolmo k úhlové vztažné ose: osu
a směr zvolit přes softklávesu
ú
Sn mat: stisknout extern tlač tko START
ú
Napolohovat dotykovou sondu do bl zkosti druhého
sn maného bodu
ú
Sn mat: stisknout extern tlač tko START
TNC si zapamatuje úhel základn ho natočen i při výpadku
napájen . Základn natočen je účinné pro všechna následuj c
prováděn programů.
Okap12.pm6
27.06.2006, 14:56
302