4 dráhové pohyby pravoúhlé souřadnice – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 125
109
HEIDENHAIN TNC 410, TNC 426, TNC 430
6.4 Dráhové pohyby pravoúhlé souřadnice
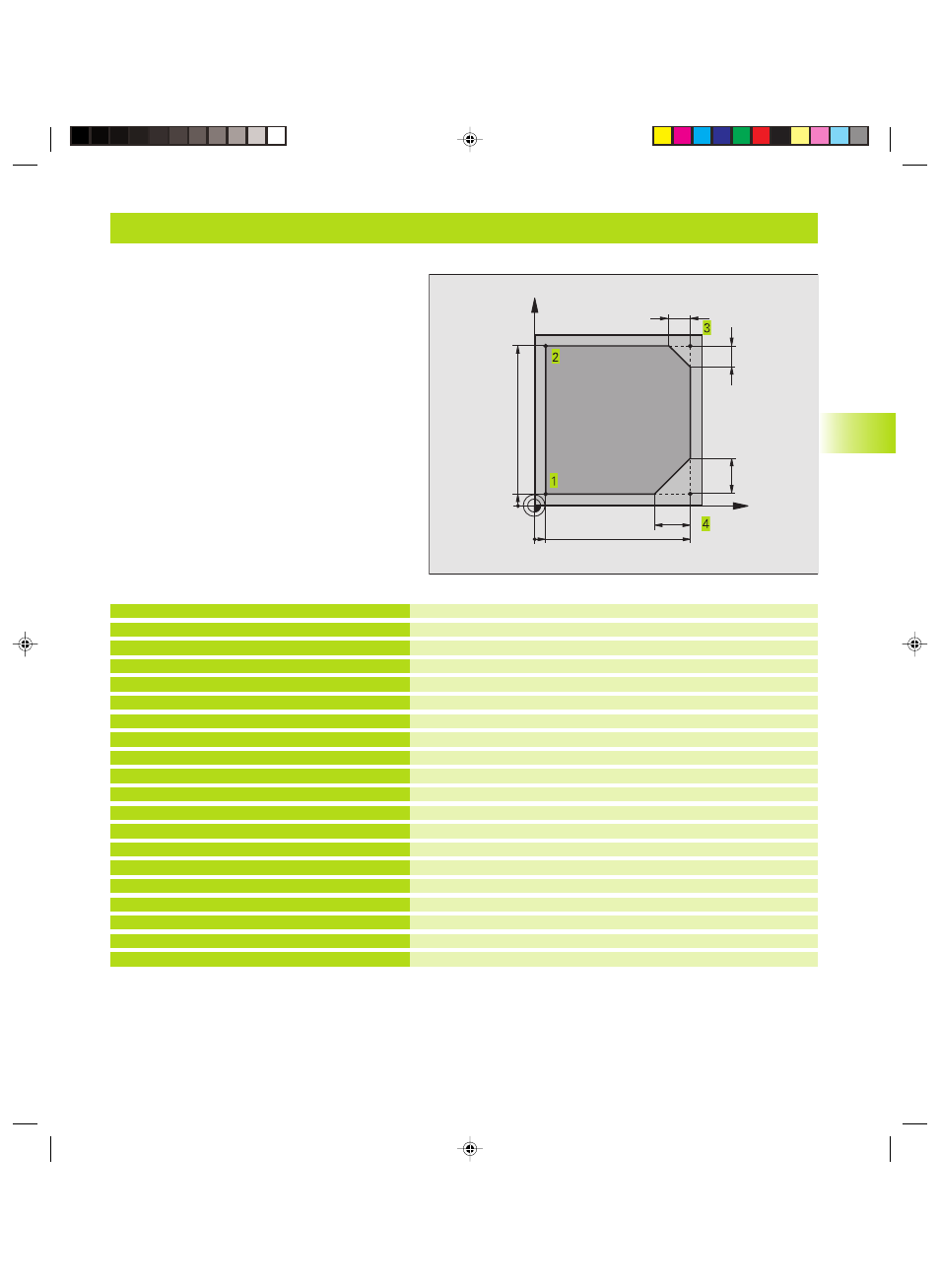
Př klad: Př mková dráha a zkosen kartézsky
%LINEAR G71 *
N10 G30 G17 X+0 Y+0 Z 20 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+10 *
N40 T1 G17 S4000 *
N50 G00 G40 G90 Z+250 *
N60 X 10 Y 10 *
N70 G01 Z 5 F1000 M3 *
N80 G01 G41 X+5 Y+5 F300 *
N90 G26 R5 F150 *
N100 Y+95 *
N110 X+95 *
N120 G24 R10 *
N130 Y+5 *
N140 G24 R20 *
N150 X+5 *
N160 G27 R5 F500 *
N170 G40 X 20 Y 20 F1000 *
N180 G00 Z+250 M2 *
N999999 %LINEAR G71 *
Definice neobrobeného polotovaru pro grafickou simulaci obráběn
Definice nástroje v programu
Vyvolán osy nástroje s osou vřetena a otáčkami vřetena
Vyjet nástroje v ose vřetena rychloposuvem
Předpolohován nástroje
Najet na hloubku obráběn s posuvem F = 1000 mm/min
Najet na bod 1, aktivace korekce radiusu G41
Tangenciáln najet
Najet na bod 2
Bod 3: prvn př mka pro roh 3
Programován úkosu s délkou 10 mm
Bod 4: druhá př mka pro roh 3, prvn př mka pro roh 4
Programován úkosu s délkou 20 mm
Najet na posledn bod obrysu 1, druhá př mka pro roh 4
Tangenciáln odjet
Vyjet v rovině obráběn , zrušen korekce radiusu
Vyjet nástroje v ose vřetena, konec programu
X
Y
95
5
95
5
10
10
20
20
Gkap6.pm6
27.06.2006, 14:51
109