4 dráhové pohyby pravoúhlé souřadnice – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 119
103
HEIDENHAIN TNC 410, TNC 426, TNC 430
Př mka rychloposuvem G00
Př mka s pracovn m posuvem G01 F . . .
TNC přej žd nástrojem po př mce ze své aktuáln polohy do
koncového bodu př mky. Bod startu je koncový bod předchoz ho
bloku.
1
ú
Zadat SOUŘADNICE koncového bodu př mky
Je li potřeba:
ú
Korekce radiusu G40/G41/G42
ú
Posuv F
ú
Př davná funkce M
Př klad NC bloků
N70 G01 G41 X+10 Y+40 F200 M3 *
N80 G91 X+20 Y 15 *
N90 G90 X+60 G91 Y 10 *
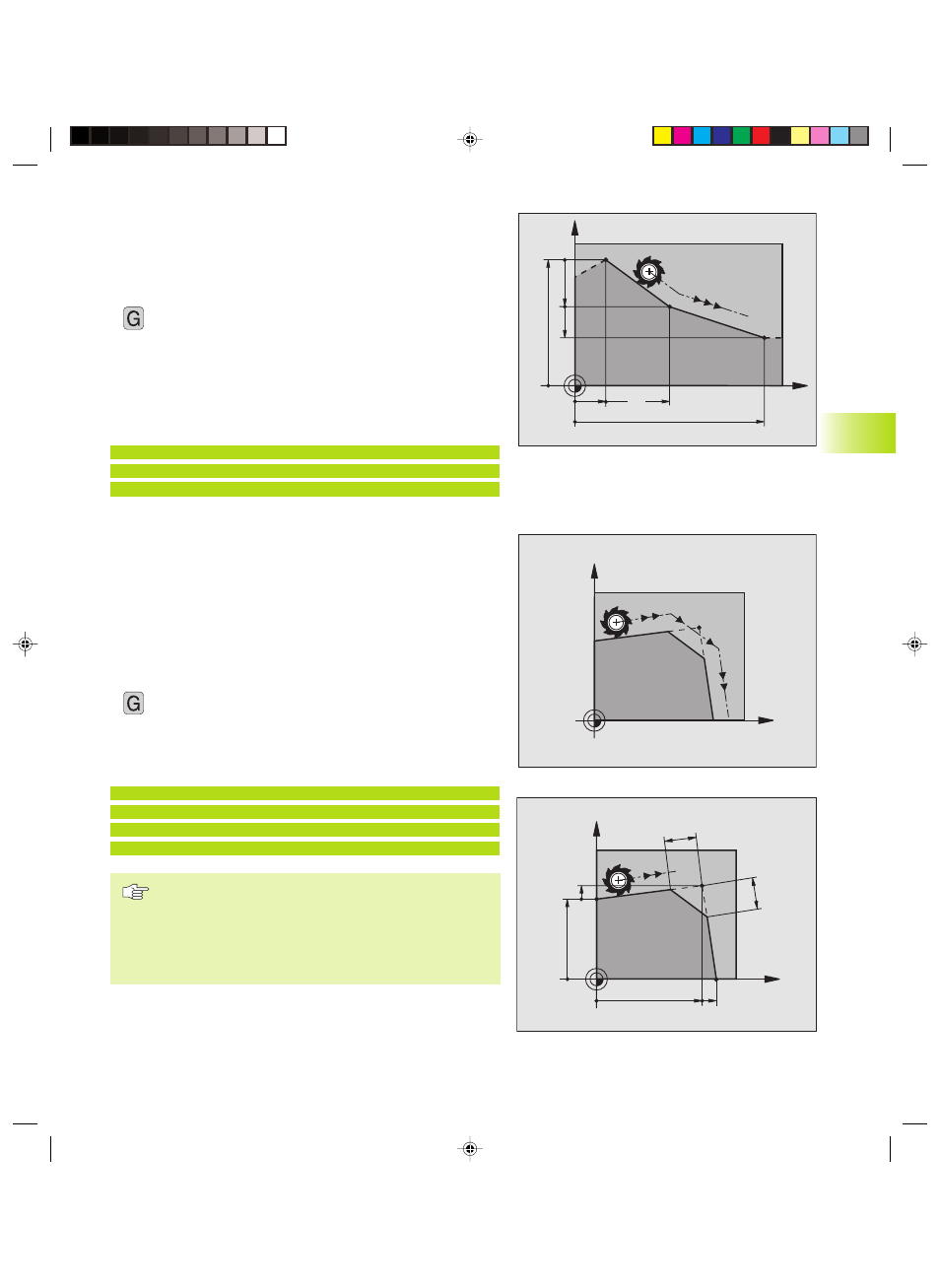
Vložen úkosu mezi dvě př mky
Rohy obrysu, které vzniknou jako průseč k dvou př mek můžete
opatřit úkosem.
■
V př mkových bloc ch před a za blokem G24 naprogramujte
pokaždé obě souřadnice roviny, ve které má být úkos proveden
■
Korkece radiusu před a za blokem G24 mus zůstat stejná
■
Úkos mus být proveditelný s aktuáln m nástrojem
24
ú
Potvrdit zadán stiskem klávesy ENT
ú
Délka zkosen hrany: Zadat délku úkosu
ú
Posuv F (účinný jen v bloku G24)
Př klad NC bloků
N70 G01 G41 X+0 Y+30 F300 M3 *
N80 X+40 G91 Y+5 *
N90 G24 R12 *
N100 X+5 G90 Y+0 *
Obrys nesm zač nat blokem G24!
Úkos je proveden pouze v rovině obráběn .
Posuv u úkosu odpov dá předt m programovanému
posuvu.
Na roh úkosem odř znutý se nenajede.
6.4 Dráhové pohyby pravoúhlé souřadnice
X
Y
60
15
40
10
10
20
X
Y
X
Y
40
12
30
5
12
5
Gkap6.pm6
27.06.2006, 14:51
103