6 slcykly skupiny i – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 212
8 Programován : Cykly
196
X
Z
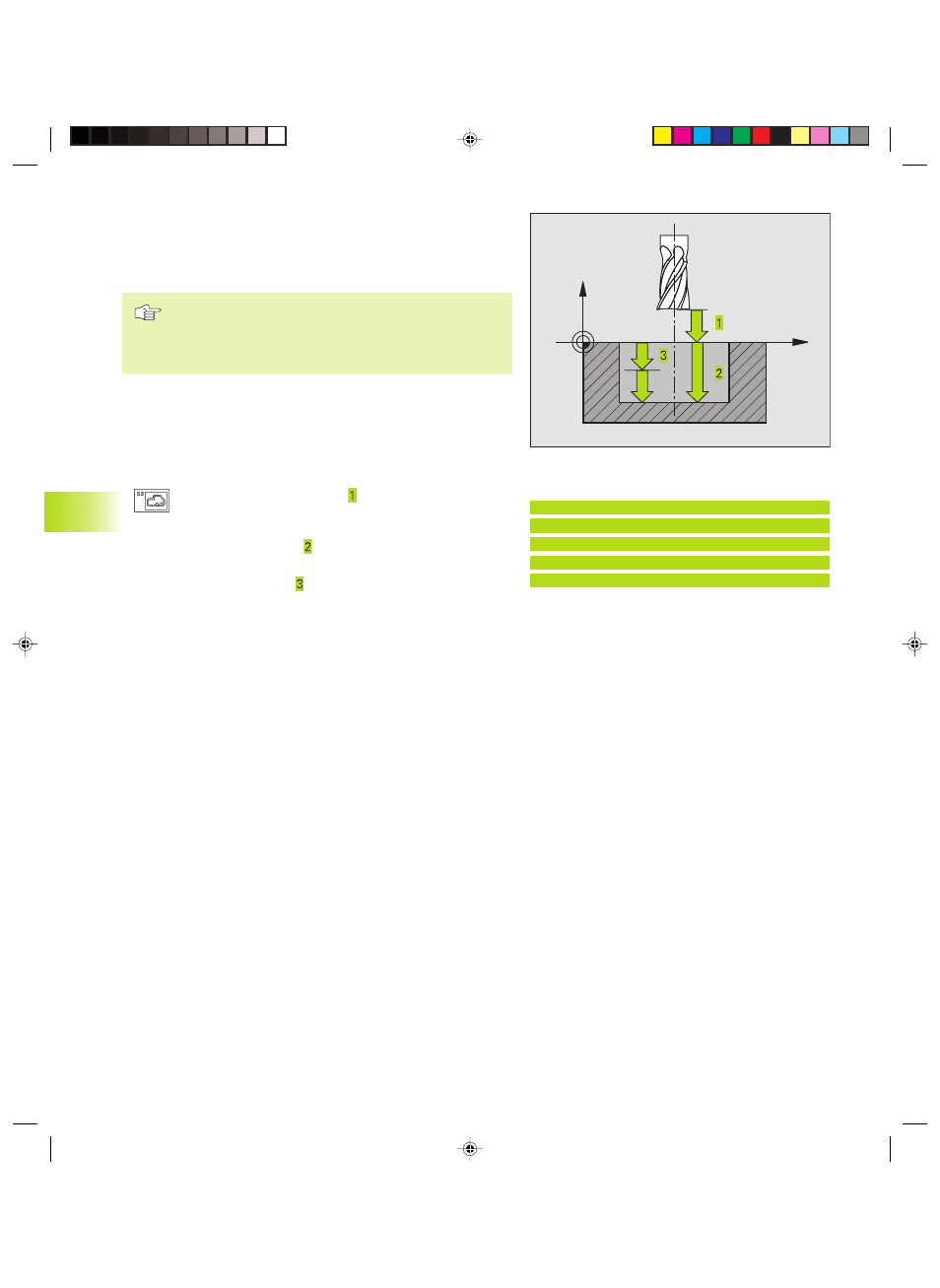
FRÉZOVÁNÍ OBRYSU (cyklus G58/G59)
Použit
Cyklus G58/G59 FRÉZOVÁNÍ OBRYSU slouž k dokončen obrysové
kapsy.
Před programován m dbejte následuj c ho
Naprogramovat polohovac blok do bodu startu v ose
vřetena (bezpečnostn vzdálenost
nad povrchem obrobku).
Smysl otáčen při frézován obrysu:
■
Ve směru otáčen hodin: G58
■
Proti směru otáčen hodin: G59
TNC samostatně dokonč každý d lč obrys i ve v ce př suvech, je li
zadáno.
ú
Bezpečnostn vzdálenost (inkrementáln ):
vzdálenost mezi hrotem nástroje (startovac poloha) a
povrchem obrobku
ú
Hloubka frézován
(inkrementáln ): vzdálenost mezi
povrchem obrobku a dnem kapsy
ú
Hloubka př suvu (inkrementáln ): rozměr, o který je
nástroj pokaždé přisunut. TNC najede na hloubku
vrtán v jediné vrtac operaci, pokud:
■
hloubka př suvu se rovná hloubce frézován
■
hloubka př suvu je větš než hloubka frézován
Hloubka frézován nemus být násobkem hloubky
př suvu
ú
Posuv na hloubku: posuv při zapichován v mm/min
ú
Posuv: frézovac posuv v mm/min
8.6 SLcykly skupiny I
Př klad NC bloků:
N54 G58 P01 2 P02 15 P03 5 P04 250
P05 500*
...
N71 G59 P01 2 P02 15 P03 5 P04 250
P05 500*
Kkap8.pm6
27.06.2006, 14:51
196