3 vrtac cykly – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 169
153
HEIDENHAIN TNC 410, TNC 426, TNC 430
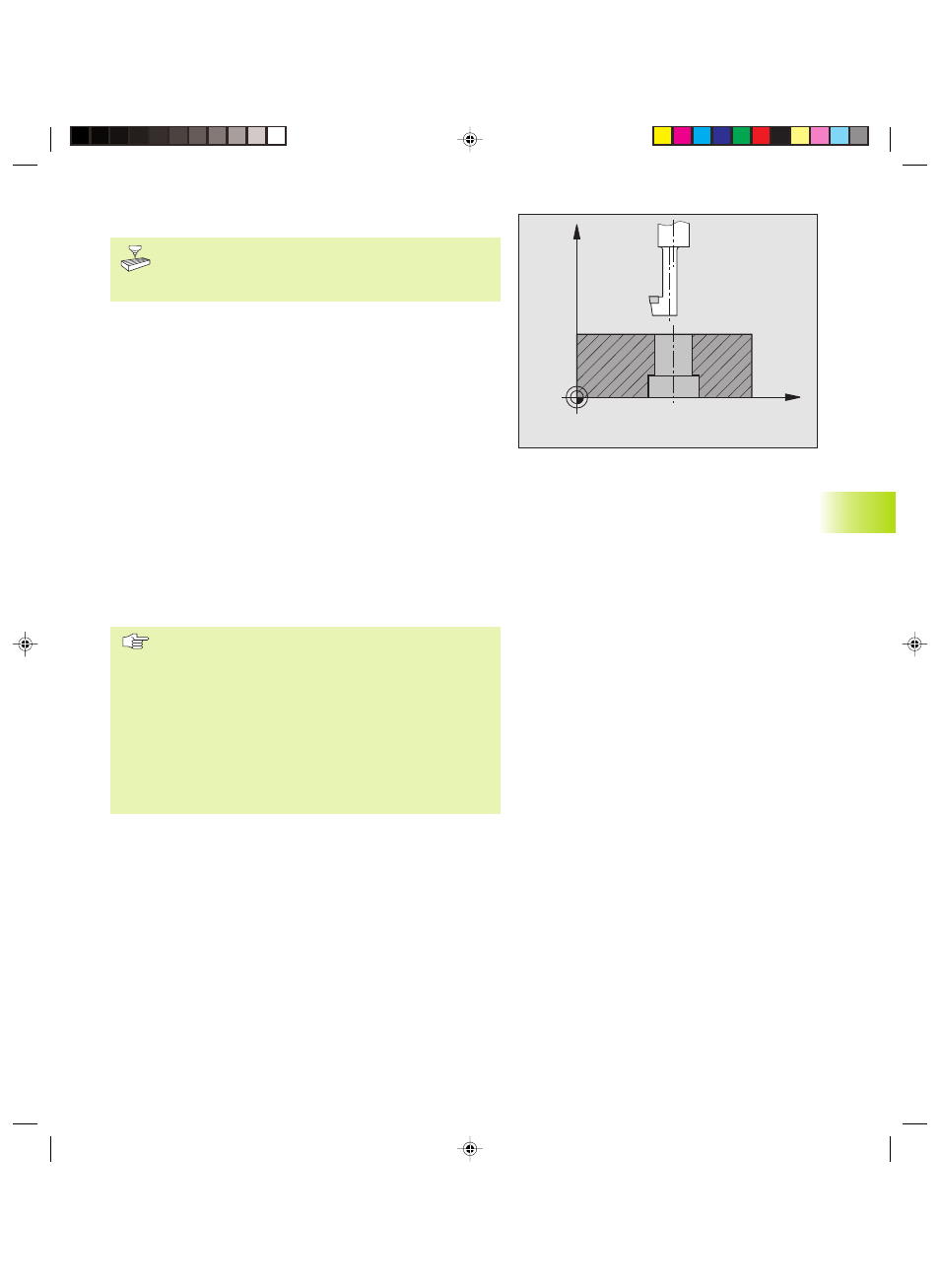
ZPĚTNÉ ZAHLOUBENÍ (cyklus G204)
Stroj a TNC mus být pro zpětné zahlouben připraveny
výrobcem stroje.
Cyklus lze využ t pouze s tzv. zpětnou vyvrtávac tyč .
S t mto cyklem vytvoř te zahlouben , které se nacház na spodn
straně obrobku.
1 TNC napolohuje nástroj v ose vřetena rychloposuvem do
bezpečnostn vzdálenosti nad povrchem obrobku
2 Tam provede TNC orientaci vřetena na polohu 0° a přesad
nástroj o hodnotu vyosen nástroje
3 Pak TNC ponoř nástroj s posuvem napolohován do předvrtané
d ry, až se břit nacház v bezpečné vzdálenosti pod spodn
hranou obrobku
4 TNC nyn najede opět na střed d ry, roztoč vřeteno a př padně
spust chladic kapalinu a pak jede s posuvem zahlouben na
zadanou hloubku zahlouben
5 Pokud je zadáno, setrvá nástroj na dně zahlouben časovou
prodlevu a potom vyjede opět z d ry, provede orientaci vřetena a
přesad znovu nástroj o vyosen nástroje
6 Potom najede TNC nástrojem s posuvem napolohován na
bezpečnou vzdálenost a odtud pokud je zadáno s
rychloposuvem na 2. bezpečnostn vzdálenost.
Před programován m dbejte následuj c ho
Naprogramovat polohovac blok do bodu startu (střed
d ry) v rovině obráběn s korekc radiusu G40.
Znaménko parametru cyklu hloubky vrtán definuje směr
obráběn při zahlouben . Pozor: kladné znaménko
zahlubuje ve směru kladné osy vřetena.
Délku nástroje zadat tak, že se neměř břit, nýbrž spodn
hrana vyvrtávac tyče.
TNC zohledňuje při výpočtu bodu startu zahlouben
výšku břitu vyvrtávac tyče a tlouš ku materiálu.
8.3 Vrtac cykly
X
Z
Kkap8.pm6
27.06.2006, 14:51
153