6 přklady pr ogramován – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 264
9 Programmieren: Unterprogramme und Programmteil Wiederholungen
248
9.6 Přklady pr
ogramován
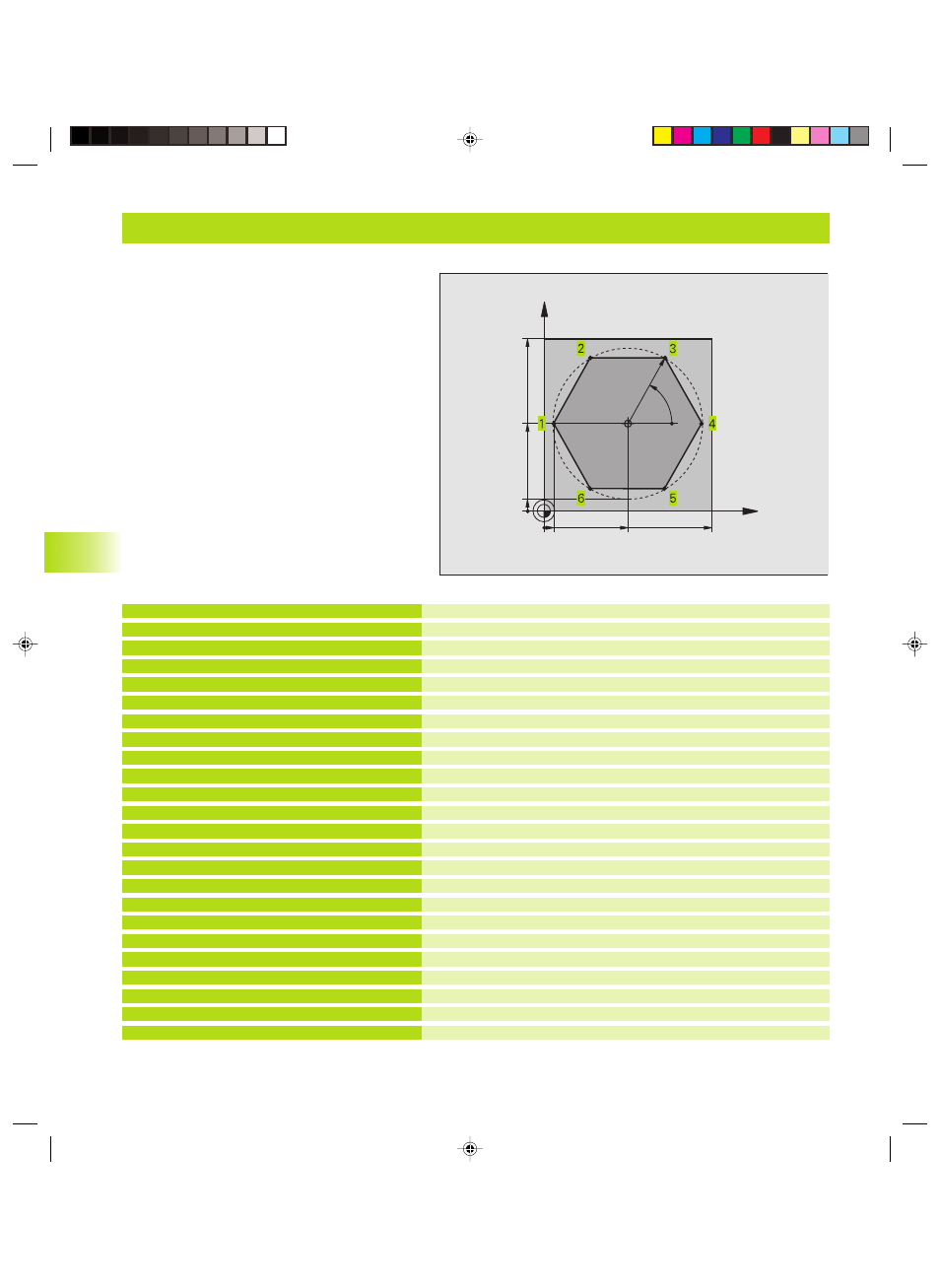
Př klad: Frézován obrysu ve v ce př suvech
%PGMOPAK G71 *
N10 G30 G17 X+0 Y+0 Z 40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+7,5 *
N40 T1 G17 S4000 *
N50 G00 G40 G90 Z+250 *
N60 I+50 J+50 *
N70 G10 R+60 H+180 *
N80 G01 Z+0 F1000 M3 *
N90 G98 L1 *
N100 G91 Z 3 *
N110 G11 G41 G90 R+45 H+180 F250 *
N120 G26 R5 *
N130 H+120 *
N140 H+60 *
N150 H+0 *
N160 H 60 *
N170 H 120 *
N180 H+180 *
N190 G27 R5 F500 *
N200 G40 R+60 H+180 F1000 *
N210 L1,9 *
N220 G00 Z+250 M2 *
N999999 %PGMOPAK G71 *
Definice nástroje
Vyvolán nástroje
Vyjet nástroje
Definice pólu
Předpolohován v rovině obráběn
Předpolohován na horn hraně obrobku
Označen pro opakován části programu
Př růstkový př suv na hloubku (ve volném prostoru)
Prvn bod obrysu
Najet na obrys
Obrys
Opuštěn obrysu
Vyjet nástroje
Skok na LBL 1; celkem devětkrát
Vyjet nástroje, konec programu
Př klad: Frézován obrysu ve v ce př suvech
Průběh programu
■
Předpolohován nástroje na horn hraně obrobku
■
Př růstkové zadán př suvu
■
Frézován obrysu
■
Opakován př suvu a frézován obrysu
%PGMOPAK G71 *
N10 G30 G17 X+0 Y+0 Z 40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+7,5 *
N40 T1 G17 S4000 *
N50 G00 G40 G90 Z+250 *
N60 I+50 J+50 *
N70 G10 R+60 H+180 *
N80 G01 Z+0 F1000 M3 *
N90 G98 L1 *
N100 G91 Z 3 *
N110 G11 G41 G90 R+45 H+180 F250 *
N120 G26 R5 *
N130 H+120 *
N140 H+60 *
N150 H+0 *
N160 H 60 *
N170 H 120 *
N180 H+180 *
N190 G27 R5 F500 *
N200 G40 R+60 H+180 F1000 *
N210 L1,9 *
N220 G00 Z+250 M2 *
N999999 %PGMOPAK G71 *
Definice nástroje
Vyvolán nástroje
Vyjet nástroje
Definice pólu
Předpolohován v rovině obráběn
Předpolohován na horn hraně obrobku
Označen pro opakován části programu
Př růstkový př suv na hloubku (ve volném prostoru)
Prvn bod obrysu
Najet na obrys
Obrys
Opuštěn obrysu
Vyjet nástroje
Skok na LBL 1; celkem devětkrát
Vyjet nástroje, konec programu
X
Y
50
100
50
I,J
5
100
R45
60°
5
Lkap9.pm6
27.06.2006, 14:54
248