4 cykly k frézován kapes, ostrůvků a drážek – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 194
8 Programován : Cykly
178
ú
Souřadnice povrchu obrobku Q203 (absolutn ):
souřadnice povrchu obrobku
ú
2. bezpečnostn vzdálenost Q204 (inkrementaln ):
souřadnice osy vřetena, ve které nemůže doj t k
žádné kolizi mezi nástrojem a obrobkem (úpinkami)
ú
Střed 1. osy Q216 (absolutn ): střed kapsy v hlavn
ose roviny obráběn
ú
Střed 2. osy Q217 (absolutn ): střed kapsy ve vedlejš
ose roviny obráběn
ú
Průměr polotovaru Q222: průměr předobrobené
kapsy; průměr polotovaru zadávat menš než průměr
hotového d lu
ú
Průměr hotového d lu Q223: průměr načisto
obrobené kapsy; průměr hotového d lu zadávat větš
než průměr polotovaru a větš než průměr nástroje
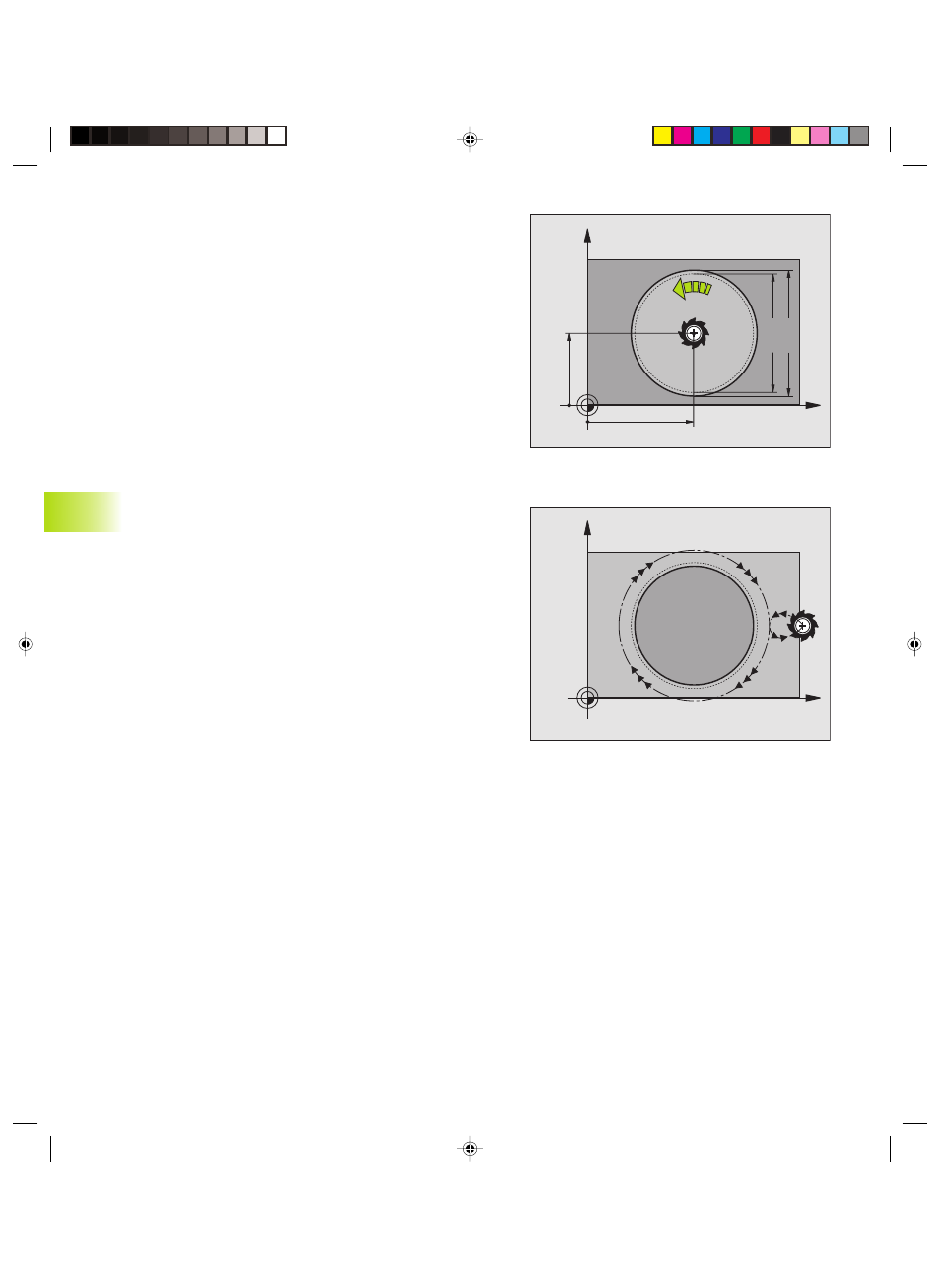
KRUHOVÝ OSTRŮVEK NA ČISTO (cyklus G215)
1 TNC najede automaticky nástrojem v ose vřetena na
bezpečnostn vzdálenost, nebo – pokud je zadána – na 2.
bezpečnostn vzdálenost a poté do středu ostrůvku
2 Ze středu čepu přejede nástroj v rovině obráběn do výchoz ho
bodu obráběn . Výchoz bod lež přibližně o 3,5 násobek radiusu
nástroje vpravo od čepu
3 Pokud se nástroj nacház na 2. bezpečnostn vzdálenosti,
přejede TNC nástrojem rychloposuvem na bezpečnostn
vzdálenost a odtud posuvem př suvu do hloubky na prvn
hloubku př suvu
4 Potom najede nástroj tangenciálně na obrys dokončovaného
d lce a frézuje sousledně jeden oběh
5 Potom odjede nástroj tangenciálně od obrysu zpět do výchoz ho
bodu v rovině obráběn
6 Tento proces (3 až 5) se opakuje, až je dosaženo programované
hloubky
7 Na konci cyklu odjede TNC nástrojem s rychloposuvem na
bezpečnostn vzdálenost nebo pokud je zadána na 2.
bezpečnostn vzdálenost a poté do středu kapsy (koncová
poloha = startovac poloha)
X
Y
Q222
Q217
Q216
Q207
Q223
X
Y
8.4 Cykly k frézován kapes, ostrůvků a drážek
Kkap8.pm6
27.06.2006, 14:51
178