3 vrtac cykly – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 175
159
HEIDENHAIN TNC 410, TNC 426, TNC 430
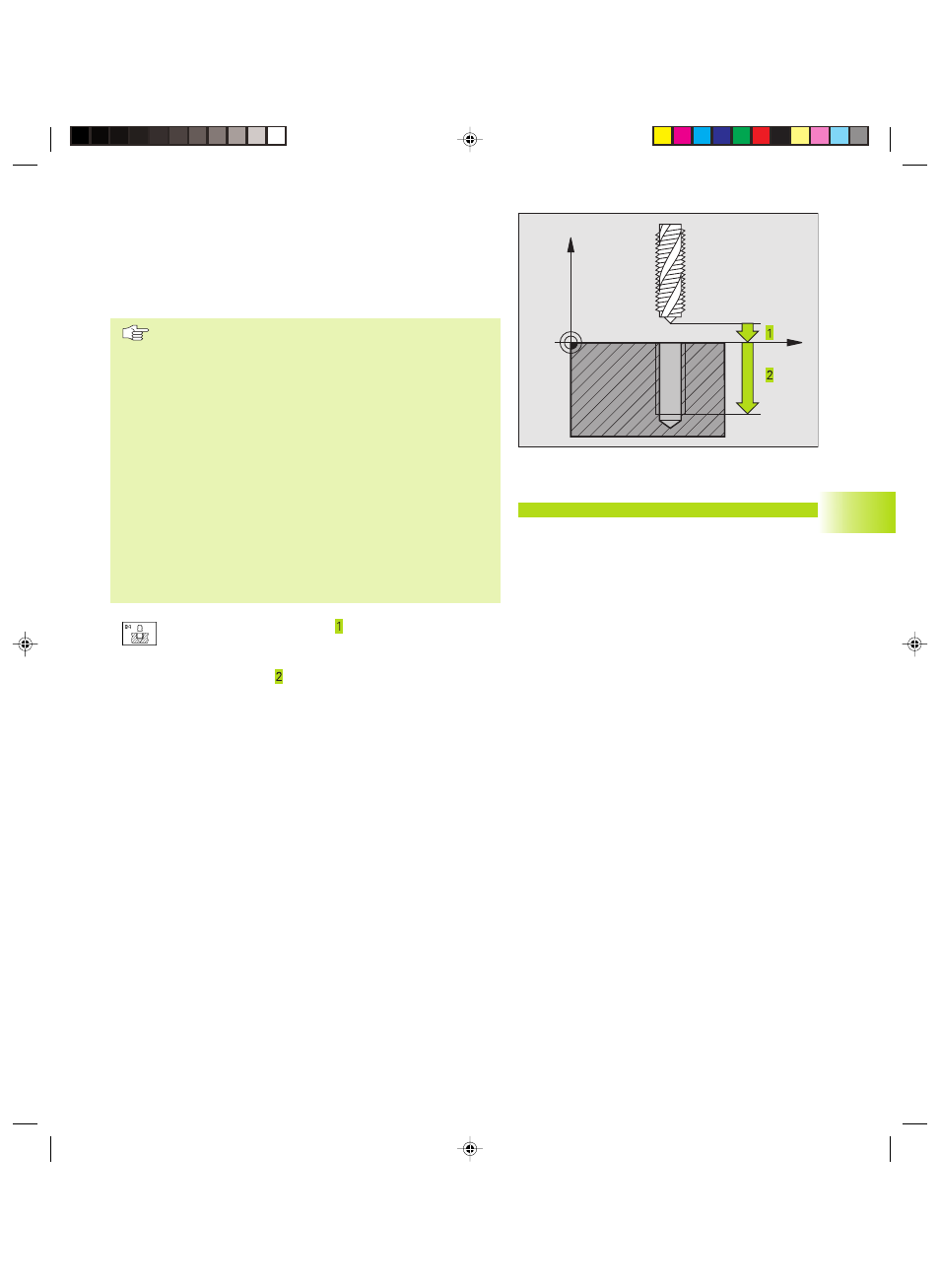
VRTÁNÍ ZÁVITU s vyrovnávac hlavou (cyklus G84)
1 Nástroj najede v jediné vrtac operaci na hloubku vrtán
2 Poté dojde ke změně směru otáčen vřetena a po uplynut
časové prodlevy se nástroj vrát do startovac polohy
3 Ve startovac poloze dojde opět ke změně směru otáčen vřetena
Před programován m dbejte následuj c ho
Naprogramovat polohovac blok do bodu startu (střed
d ry) v rovině obráběn s korekc radiusu G40.
Naprogramovat polohovac blok do výchoz ho bodu v
ose vřetena (bezpečnostn vzdálenost nad povrchem
obrobku).
Znaménko parametru hloubky definuje směr obráběn .
Nástroj mus být upnut ve vyrovnávac hlavě (vyrovnán
délky). Vyrovnávac hlava kompenzuje odchylky mezi
posuvem a otáčkami vřetena během obráběn .
Během vykonáván cyklu je otočný regulátor override
otáček vřetena bez funkce. Otočný regulátor pro
override posuvu je aktivn i když s omezen m (omezen
definuje výrobce stroje, viz dokumentace ke stroji).
Pro pravý závit se provozuje vřeteno s M3, pro levý závit
s M4.
ú
bezpečnostn vzdálenost (inkrementáln ):
vzdálenost mezi hrotem nástroje (startovac poloha) a
povrchem obrobku; normativ: 4x stoupán závitu
ú
Hloubka vrtán (délka závitu, inkrementáln ):
vzdálenost mezi povrchem obrobku a koncem závitu
ú
Časová prodleva v sekundách: zadat hodnotu mezi 0
a 0,5 sekund, aby se zabránilo zakl něn nástroje při
návratu
ú
Posuv F: pojezdová rychlost nástroje při vrtán závitu
Stanoven posuvu: F = S x p
F: posuv mm/min)
S: otáčky vřetena (1/min)
p: stoupán závitu (mm)
Vyjet při přerušen programu (nen u TNC 410)
Pokud stisknete během vrtán závitu extern tlač tko STOP, zobraz
TNC softklávesu, s n ž můžete vyjet nástrojem ze závitu
X
Z
8.3 Vrtac cykly
Př klad NC bloku:
N13 G84 P01 2 P02 20 P03 0 P04 100*
Kkap8.pm6
27.06.2006, 14:51
159