8 cykly pr o řádkován – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 233
217
HEIDENHAIN TNC 410, TNC 426, TNC 430
Před programován m dbejte následuj c ho
S cyklem G60 můžete obrábět digitalizovaná data a
PNT soubory.
Pokud obráb te PNT soubory, ve kterých nen uvedena
žádná souřadnice osy vřetena, urč se hloubka
frézován z programovaného MIN bodu osy vřetena.
ú
Jméno PGM digitalizovaná data: zadat jméno
souboru, ve kterém jsou uložena digitalizovaná data;
pokud se soubor nenacház v aktuáln m adresáři, pak
zadat kompletn cestu k souboru Pokud chcete
obrobit tabulku bodů, pak zadejte ještě nav c př ponu
.PNT
ú
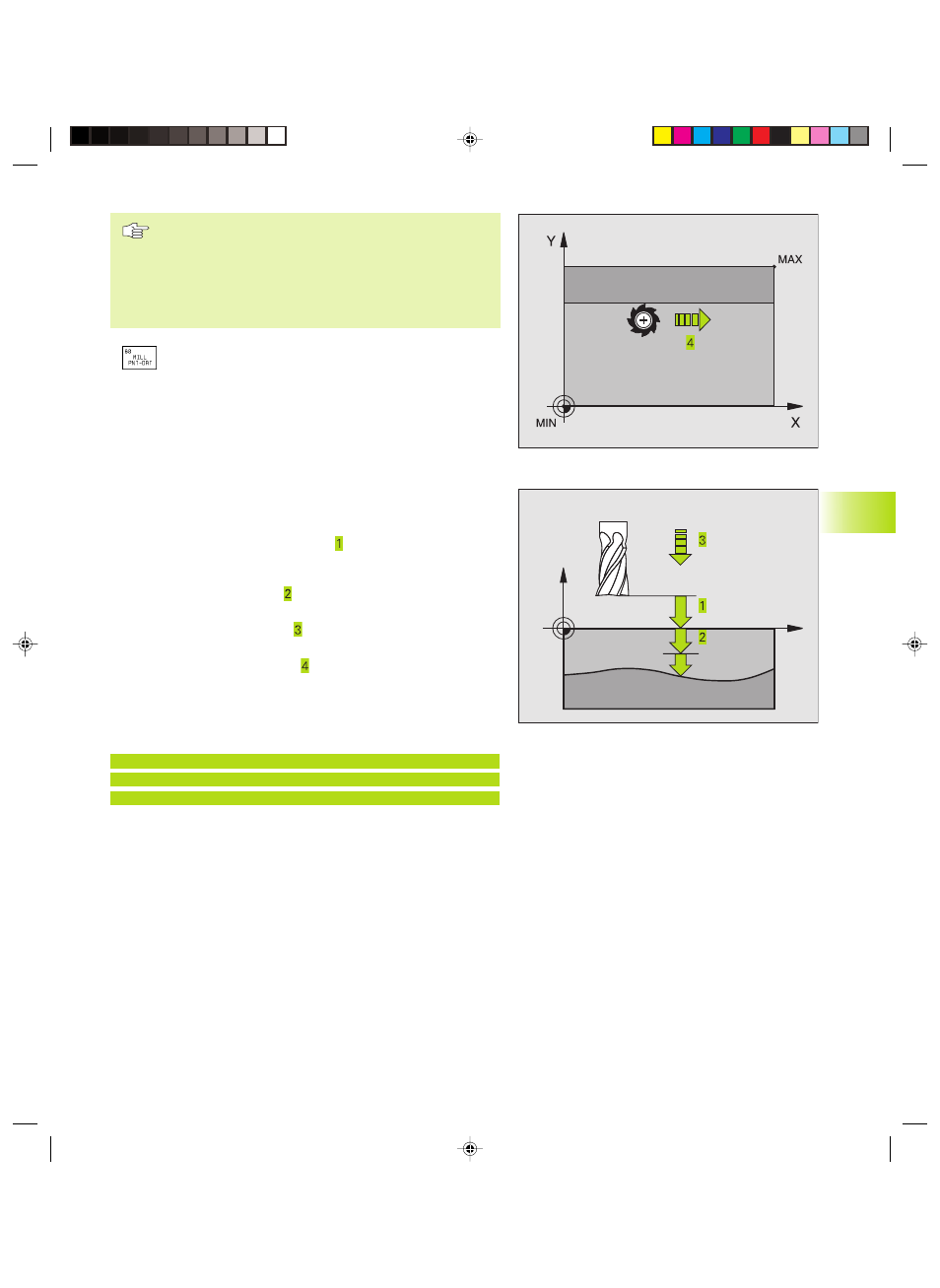
MIN bod pracovn ho rozsahu: minimáln bod
(souřadnice X, Y a Z) pracovn ho rozsahu, ve kterém
má být frézováno
ú
MAX bod pracovn ho rozsahu: maximáln bod
(souřadnice X, Y a Z) pracovn ho rozsahu, ve kterém
má být frézováno
ú
bezpečnostn vzdálenost (inkrementáln ):
vzdálenost mezi hrotem nástroje a povrchem obrobku
při pohybech s rychloposuvem
ú
Hloubka př suvu (inkrementáln ): rozměr, o který je
nástroj pokaždé přisunut
ú
Posuv na hloubku : pojezdová rychlost nástroje při
zápichu v mm/min
ú
Posuv při frézován : pojezdová rychlost nástroje při
frézován v mm/min
ú
Př davná funkce M: volitelné zadán př davné funkce,
např. M13
Př klad NC bloku:
N64 G60 P01 BSP.I P02 X+0 P03 Y+0 P04 Z 20
P05 X+100 P06 Y+100 P07 Z+0 P08 2 P09 +5
P10 100 P11 350 P12 M13*
X
Z
8.8 Cykly pr
o řádkován
Kkap8.pm6
27.06.2006, 14:51
217