3 vrtac cykly – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 170
8 Programován : Cykly
154
ú
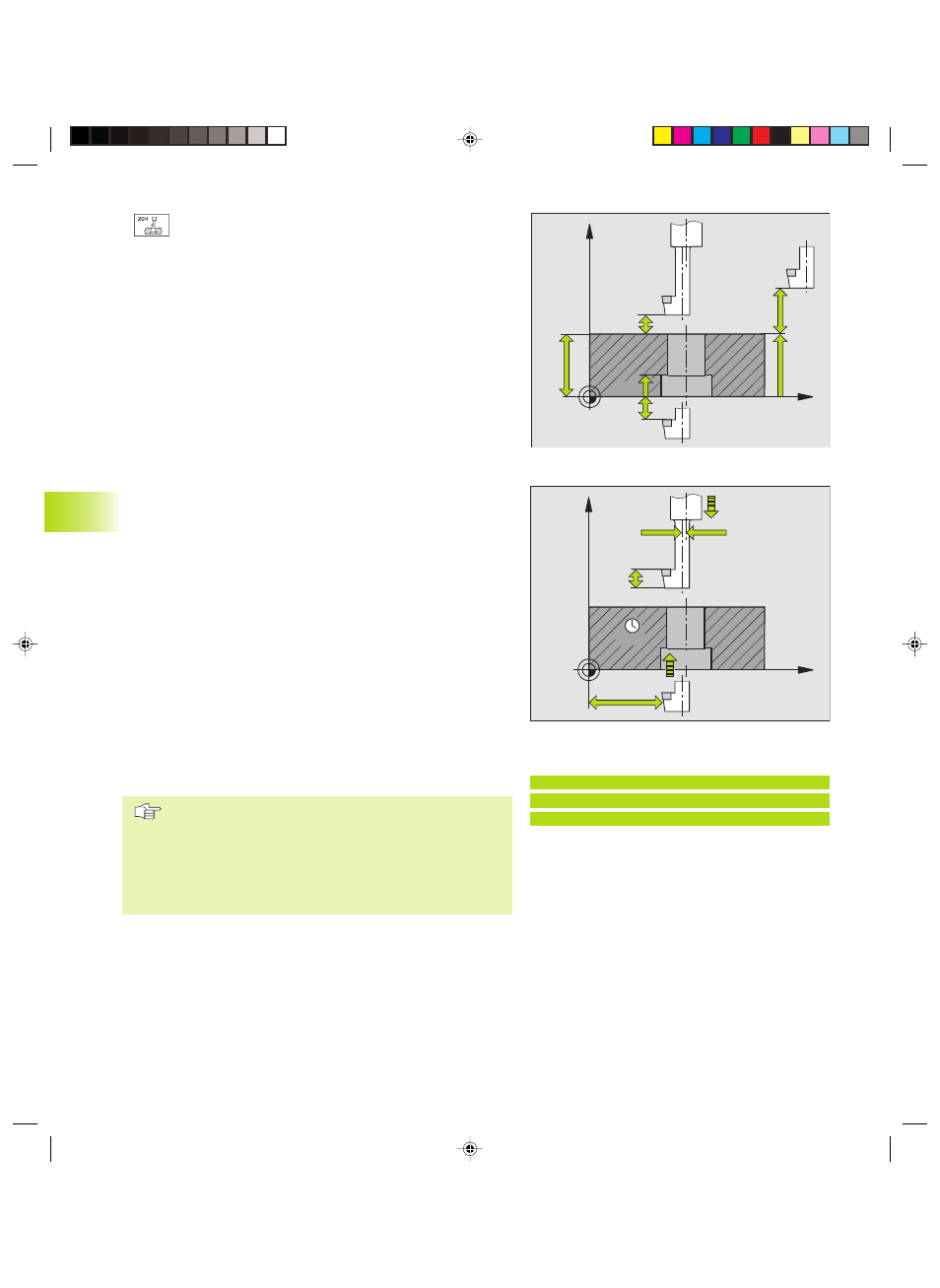
Bezpečnostn vzdálenost Q200 (inkrementáln ):
vzdálenost mezi hrotem nástroje a povrchem obrobku
ú
Hloubka zahlouben Q249 (inkrementáln ): vzdálenost
mezi spodn hranou obrobku a dnem zahlouben .
Kladné znaménko vytvoř zahlouben v kladném
směru osy vřetena
ú
Tlouš ka materiálu Q250 (inkrementáln ): tlouš ka
obrobku
ú
Vyosen nástroje Q251 (inkrementáln ): vyosen
vyvrtávac tyče; zjistit z údajového listu nástroje
ú
Výška břitu Q252 (inkrementáln ): vzdálenost mezi
spodn hranou vyvrtávac tyče a hlavn m břitem; zjistit
z údajového listu nástroje
ú
Posuv napolohován Q253: pojezdová rychlost
nástroje při ponořován do d ry popř. při vyj žděn z
d ry v mm/min
ú
Posuv zahlouben Q254: pojezdová rychlost nástroje
při zahlouben v mm/min
ú
Časová prodleva Q255: časová prodleva v
sekundách na dně zahlouben
ú
Souřadnice povrchu obrobku Q203 (absolutn ):
souřadnice povrchu obrobku
ú
2. bezpečnostn vzdálenost Q204 (inkrementaln ):
souřadnice osy vřetena, ve které nemůže doj t k
žádné kolizi mezi nástrojem a obrobkem (úpinkami)
ú
Směr vyjet (0/1/2/3/4) Q214: definice směru, ve
kterém má TNC přesadit nástroj z důvodu jeho
vyosen (po orientaci vřetena); zadán 0 nen
dovoleno
1: Přesadit nástroj v záporném směru hlavn osy
2: Přesadit nástroj v záporném směru vedlejš osy
3: Přesadit nástroj v kladném směru hlavn osy
4: Přesadit nástroj v kladném směru vedlejš osy
Nebezpeč kolize!
Zjistěte, kde se nacház hrot nástroje, když
naprogramujete orientaci vřetena na úhel 0° (např. v
provozn m režimu polohován s ručn m zadán m).
Nasměrujte hrot nástroje tak, aby směřoval rovnoběžně
s některou souřadnou osou. Zvolte směr vyjet tak, aby
mohl být nástroj ponořen do d ry bez nebezpeč kolize.
nav c u TNC 426, TNC 430 s NC softwarem
280 474 xx:
ú
Úhel orientace vřetena Q336 (absolutně): úhel, který
TNC napolohuje před vyjet m nástroje z d ry.
8.3 Vrtac cykly
X
Z
Q250
Q203
Q204
Q249
Q200
Q200
X
Z
Q255
Q254
Q214
Q252
Q253
Q251
Př klad NC bloku:
N11 G204 Q200=2 Q249=+5 Q250=20
Q251=3.5 Q252=15 Q253=750 Q254=200
Q255=0 Q203=+0 Q204=50 Q214=1*
Kkap8.pm6
27.06.2006, 14:51
154