7 slcykly skupiny ii (nen u tnc 410) – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 226
8 Programován : Cykly
210
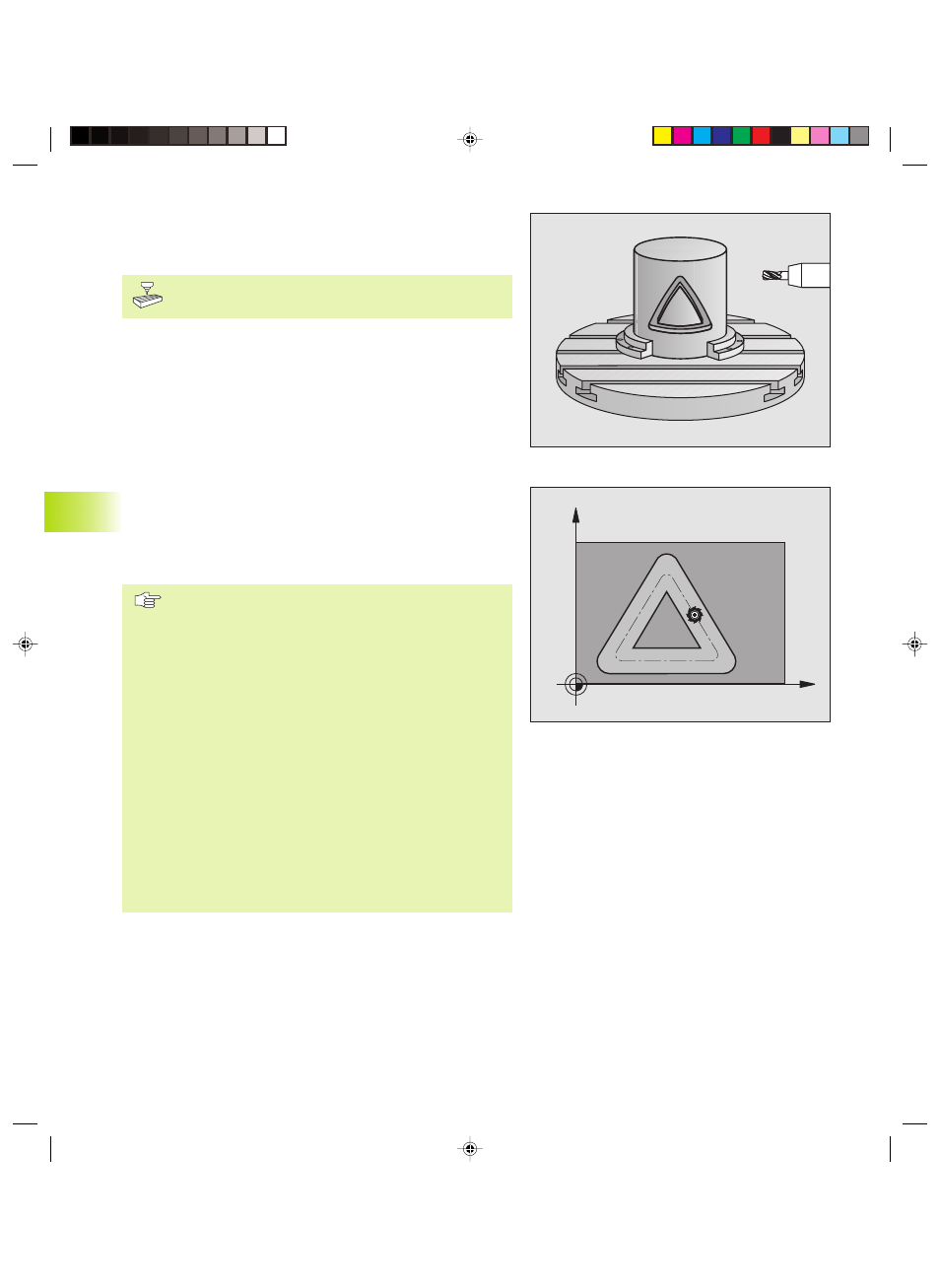
VÁLCOVÝ PLÁŠŤ frézován drážek (cyklus G128,
pouze u TNC 426, TNC 430 s NC softwarem
280 474 xx)
Stroj a TNC mus být pro cyklus G128 VÁLCOVÝ PLÁŠŤ
připraveny výrobcem stroje.
T mto cyklem můžete přenést na pláš válce vodic drážku
definovanou na rozvinuté ploše. Na rozd l od cyklu G127 nastav
TNC při tomto cyklu nástroj tak, že stěny při aktivn korekci radiusu
prob haj vždy navzájem rovnoběžně. Programujte dráhu středu
obrysu.
1 TNC napolohuje nástroj nad bod zápichu
2 V prvn hloubce př suvu frézuje nástroj frézovac m posuvem Q12
podél stěny drážky; přitom se bere zřetel na bočn př davek pro
dokončen .
3 Na konci obrysu přesad TNC nástroj na protějš stěnu drážky a
jede zpět k bodu zápichu.
4 Kroky 2 až 3 se opakuj , až se dosáhne programované hloubky
frézován Q1
5 Potom nástroj odjede na bezpečnostn vzdálenost
Před programován m dbejte následuj c ho
Pamě pro jeden SL cyklus je omezena. V jednom SL
cyklu můžete naprogramovat např. maximálně 128
př mkových bloků.
Znaménko parametru hloubky definuje směr obráběn .
Cyklus vyžaduje frézu s čeln mi zuby (DIN 844).
Při průměru frézy menš m než polovičn š řka drážky
použijte př p. k hrubován cyklus G127 s R0.
Válec mus být vystředěně upnutý na otočném stole.
Osa vřetena mus směřovat kolmo k ose otočného stolu.
Nen li tomu tak, pak TNC vyp še chybové hlášen .
Tento cyklus můžete vykonávat též při naklopené rovině
obráběn .
TNC zkontroluje, zda korigovaná a nekorigovaná dráha
nástroje lež uvnitř indikovaného rozsahu rotačn osy(
který je definován ve strojn m parametru 810.x). Při
chybovém hlášen „Obrys chyba programován “ př p.
nastavit MP 810.x = 0.
C
Z
8.7 SLcykly skupiny II (nen u TNC 410)
Kkap8.pm6
27.06.2006, 14:51
210