5 cykly k vytvoř en bodových rastrů – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 204
8 Programován : Cykly
188
ú
Počet obráběn Q241: počet obráběn na roztečné
kružnici
ú
Bezpečnostn vzdálenost Q200 (inkrementáln ):
vzdálenost mezi hrotem nástroje a povrchem
obrobku; zadat kladnou hodnotu
ú
Souřadnice povrchu obrobku Q203 (absolutn ):
souřadnice povrchu obrobku
ú
2. bezpečnostn vzdálenost Q204 (inkrementaln ):
souřadnice osy vřetena, ve které nemůže doj t k
žádné kolizi mezi nástrojem a obrobkem (úpinkami)
nav c u TNC 426, TNC 430 s NC softwarem
280 474 xx:
ú
Naje te na bezpečnou výšku Q301: definujte, jak se
se má nástroj pohybovat mezi operacemi obráběn :
0: najet na bezpečnostn vzdálenost mezi operacemi
obráběn
1: najet na druhou bezpečnostn vzdálenost mezi
dvěma body měřen
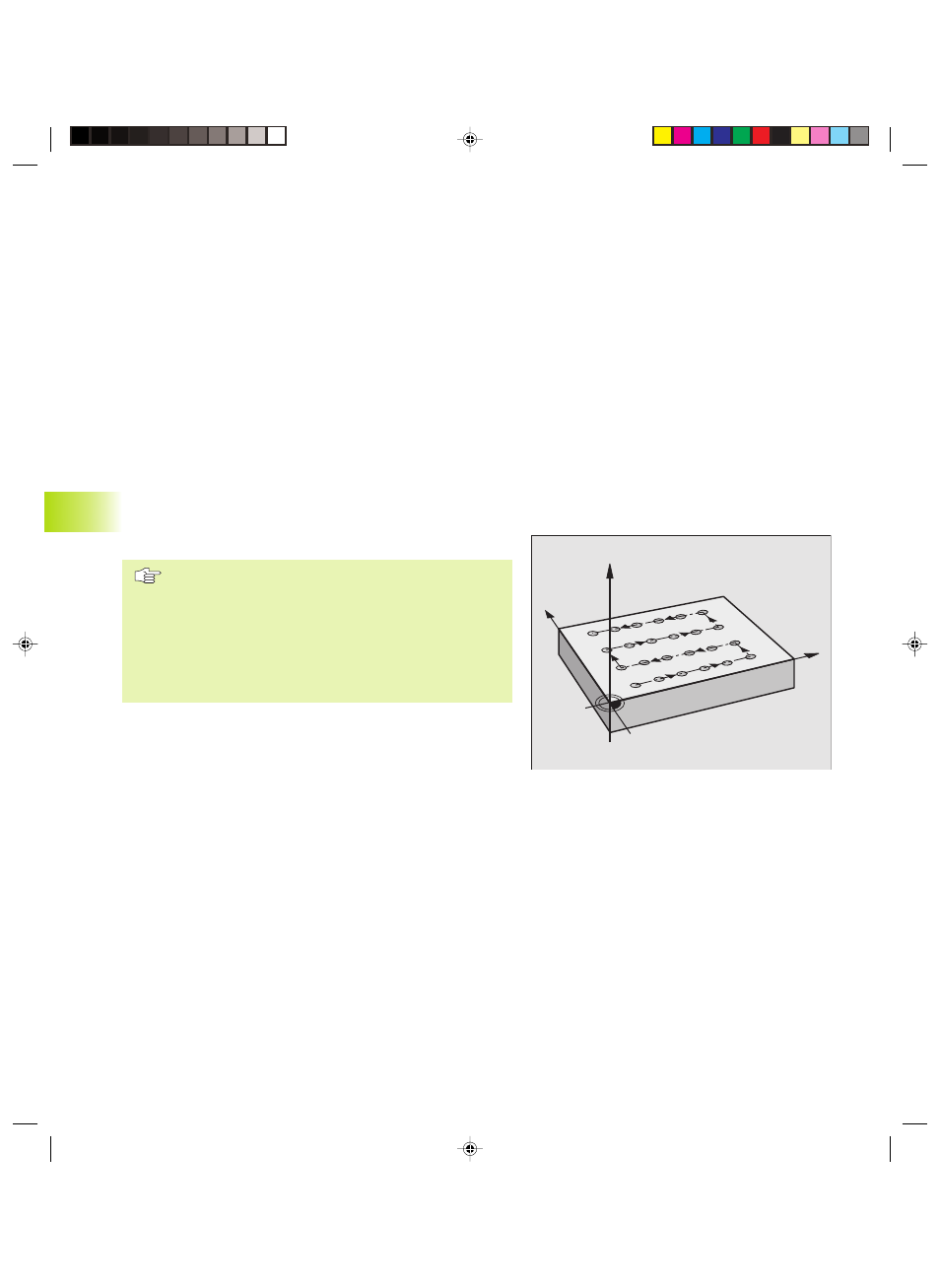
RASTR BODŮ NA PŘÍMCE (cyklus 221)
Před programován m dbejte následuj c ho
Cyklus G221 je aktivn jako DEF, to znamená, že cyklus
G221 automaticky vyvolává naposledy definovaný
cyklus obráběn !
Pokud kombinujete jeden z obráběc ch cyklů G200 až
G208 a G212 až G215 s cyklem G220, pak jsou účinné
bezpečnostn vzdálenost, povrch obrobku a 2.
bezpečnostn vzdálenost z cyklu G220!
1 TNC napolohuje rychloposuvem nástroj z aktuáln polohy do
bodu startu prvn ho obráběn .
Pořad :
■
najet na 2. bezpečnostn vzdálenost (osa vřetena)
■
najet do bodu startu v rovině obráběn
■
najet na bezpečnostn vzdálenost nad povrchem obrobku (osa
vřetena)
2 Z této polohy vykoná TNC naposledy definovaný obráběc cyklus
3 Potom napolohuje TNC nástroj v kladném směru hlavn osy na
bod startu dalš ho obráběn ; nástroj se přitom nacház na
bezpečnostn vzdálenosti (nebo 2. bezpečnostn vzdálenosti)
4 Tento proces (1 až 3) se opakuje až jsou provedena všechna
obráběn na prvn m řádku; nástroj se nacház na posledn m bodu
prvn ho řádku
X
Y
Z
8.5 Cykly k vytvoř
en bodových rastrů
Kkap8.pm6
27.06.2006, 14:51
188