4 pr ováděn pr ogramu – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 305
11 Testován a prováděn programu
290
ú
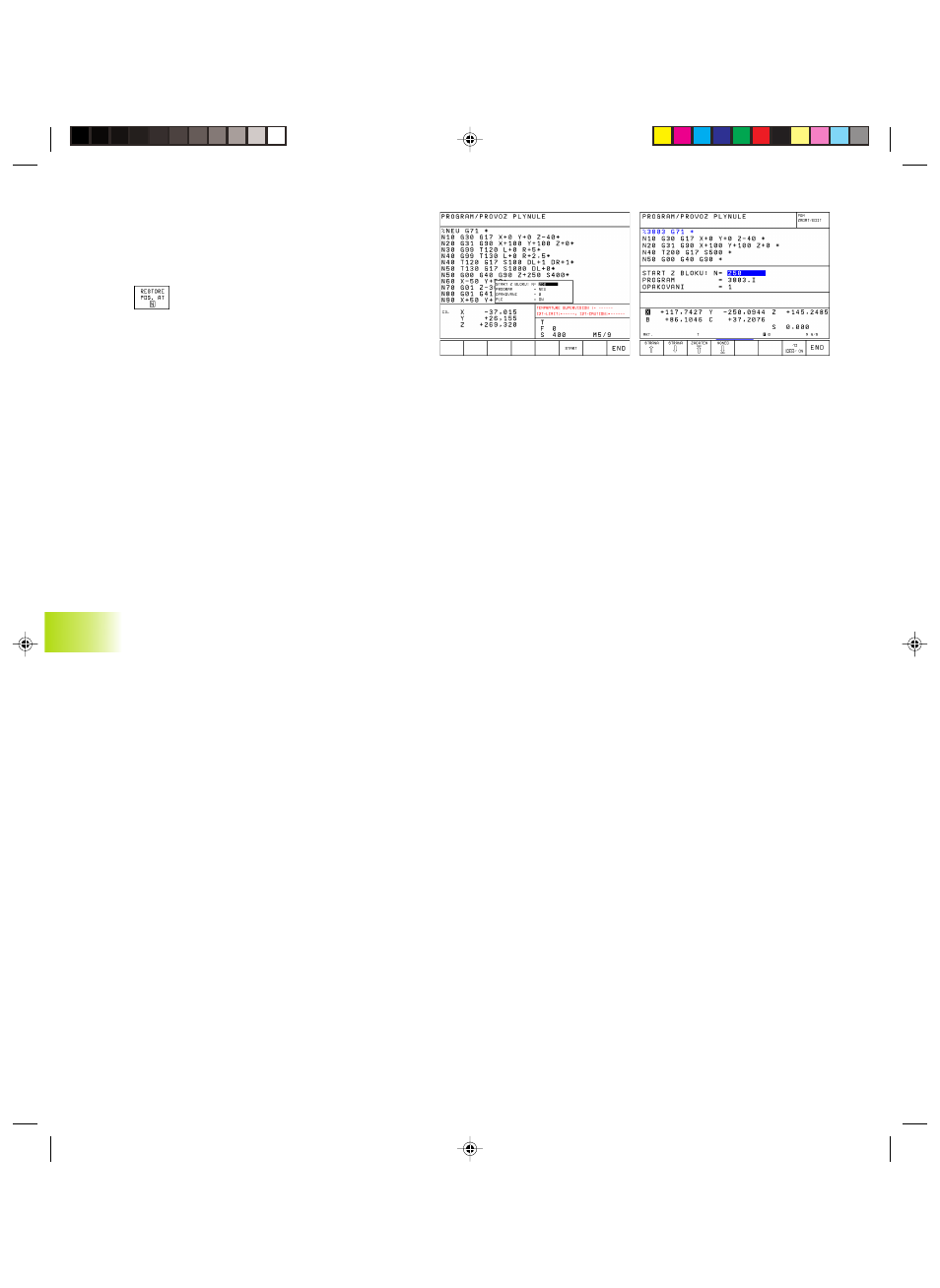
Zvolit prvn blok aktuáln ho programu pro
předběh: zadat GOTO „0“.
ú
Zvolit předběh bloků: stisknout softklávesu
START Z BLOKU N
ú
START Z BLOKU N: zadat č slo N
bloku, u kterého má předběh skončit
ú
PROGRAM: zadat jméno programu, ve
kterém se nacház blok N
ú
OPAKOVÁNÍ: zadat počet opakován ,
která maj být v předběhu bloků
respektována, pokud se blok N
nacház uvnitř opakován části
programu
ú
PLC ON/OFF
(nen u TNC 426, TNC 430):
Pro respektován vyvolán nástrojů a
př davných funkc M: nastavit PLC na
ON (klávesou ENT přep nat mezi ON a
OFF). PLC na OFF bere v úvahu
výlučně geometrii
ú
Odstartovat předběh bloků:
TNC 426, TNC 430: stisknout extern
tlač tko START
TNC 410: stisknout softklávesu START
ú
Najet na obrys: Viz následuj c odd l
„Opětné najet na obrys“
11.4 Pr
ováděn pr
ogramu
Nkap11.pm6
27.06.2006, 14:56
290