2 data nástr oje – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 96
80
5 Programován : Nástroje
5.2 Data nástr
oje
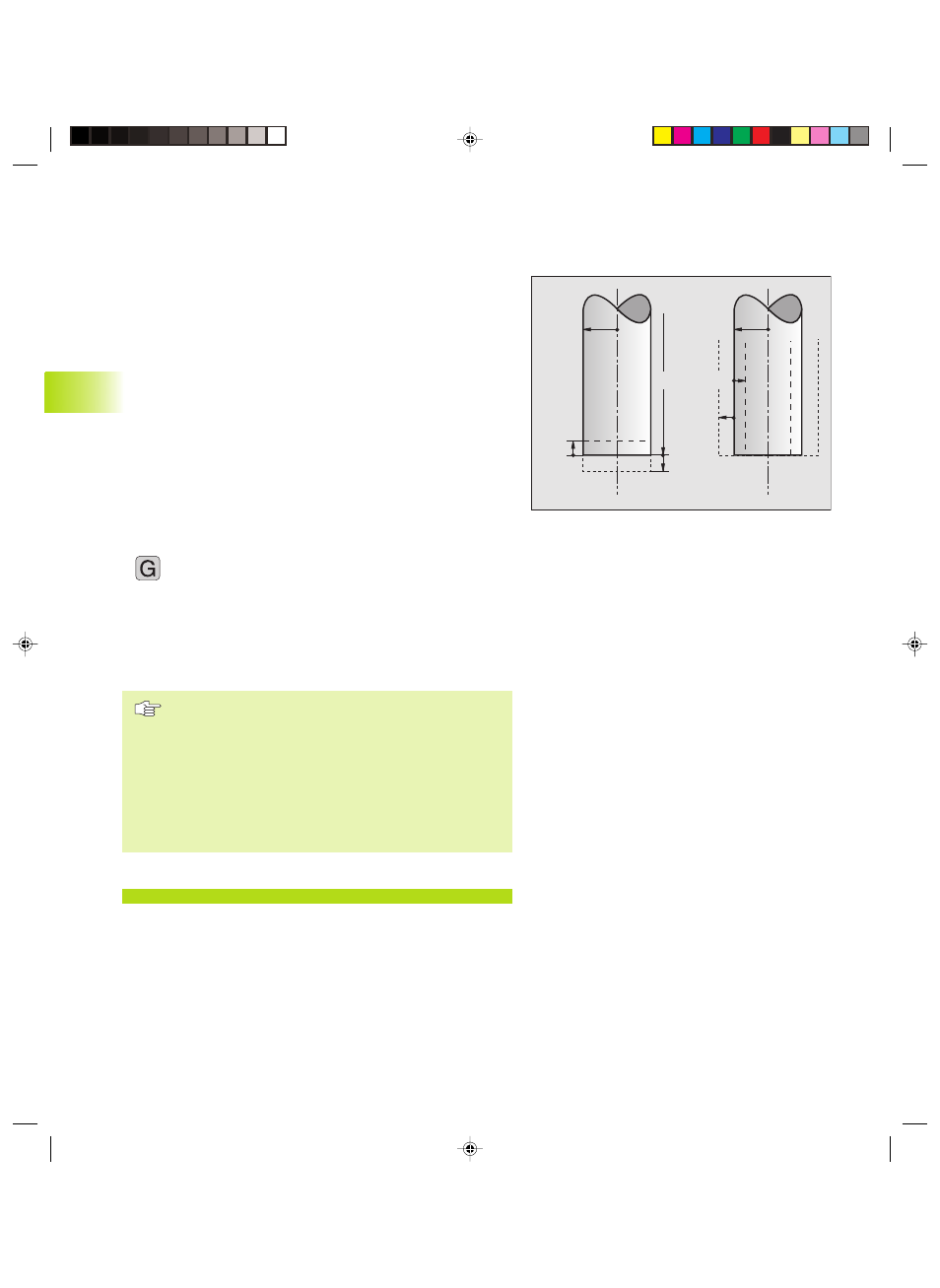
DR<0
DR>0
DL<0
R
DL>0
L
R
Radius nástroje R
Radius nástroje R zadejte př mo.
Delta hodnoty pro délky a radiusy
Delta hodnoty označuj odchylky pro délku a radius nástroje.
Kladná delta hodnota plat pro př davek (DR>0). Při obráběn s
př davkem zadejte hodnotu pro př davek při programován bloku
vyvolán nástroje s T.
Záporná hodnota delta znamená záporný př davek (DR<0).
Záporný př davek se zadá v tabulce nástrojů v př padě opotřeben
nástroje.
Delta hodnoty zadáváte jako č selné hodnoty, v bloku T můžete
předat hodnotu rovněž s Q parametrem.
Rozsah zadán : delta hodnota sm činit maximálně ± 99,999 mm.
Zadán dat nástroje do programu
Č slo, délku a radius pro určitý nástroj nadefinujete v programu
obráběn jednou v bloku G99:
99
ú
Zvolit definici nástroje. Potvrdit volbu stiskem klávesy
ENT.
ú
Zadat ČÍSLO NÁSTROJE: č slem nástroje je nástroj
jednoznačně označen.
ú
Zadat DÉLKU NÁSTROJE L: korekčn hodnota pro
délku
ú
Zadat radius nástroje
Během dialogu můžete vložit hodnotu pro délku př mo
do dialogového pole.
TNC 426, TNC 430:
Stisknout klávesu „Převzet aktuáln polohy“. Dejte
pozor, aby přitom byla v zobrazen stavu označena osa
nástroje.
TNC 410:
Stisknout softklávesu AKT.POLOHA Z .
Př klad NC bloku
N40 G99 T5 L+10 R+5 *
Fkap5.pm6
27.06.2006, 14:51
80