5 cykly k vytvoř en bodových rastrů – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 203
187
HEIDENHAIN TNC 410, TNC 426, TNC 430
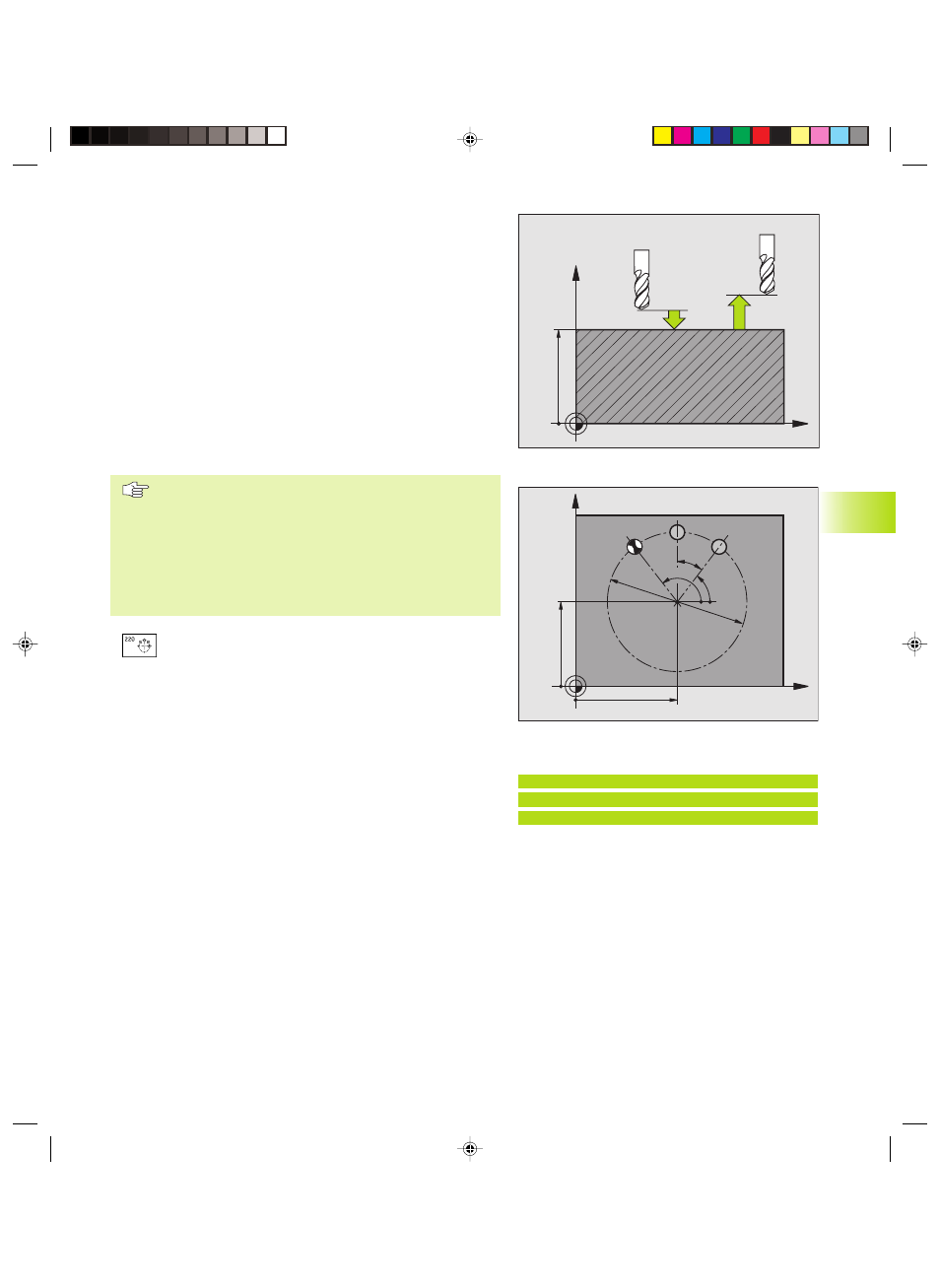
RASTR BODŮ NA KRUHU (cyklus 220)
1 TNC napolohuje rychloposuvem nástroj z aktuáln polohy do
bodu startu prvn ho obráběn .
Pořad :
■
najet na 2. bezpečnostn vzdálenost (osa vřetena)
■
najet do bodu startu v rovině obráběn
■
najet na bezpečnostn vzdálenost nad povrchem obrobku
(osa vřetena)
2 Z této polohy vykoná TNC naposledy definovaný obráběc cyklus
3 Potom napolohuje TNC nástroj pohybem po př mce na bod
startu dalš ho obráběn ; nástroj se přitom nacház na
bezpečnostn vzdálenosti (nebo
2. bezpečnostn vzdálenosti)
4 Tento proces (1 až 3) se opakuje až jsou provedena všechna
obráběn
Před programován m dbejte následuj c ho
Cyklus G220 je aktivn jako DEF, to znamená, že cyklus
G220 automaticky vyvolává naposledy definovaný
cyklus obráběn !
Pokud kombinujete jeden z obráběc ch cyklů G200 až
G208 a G212 až G215 s cyklem G220, pak jsou účinné
bezpečnostn vzdálenost, povrch obrobku a
2. bezpečnostn vzdálenost z cyklu G220!
ú
Střed 1. osy Q216 (absolutn ): střed roztečné
kružnice v hlavn ose roviny obráběn
ú
Střed 2. osy Q217 (absolutn ): střed roztečné
kružnice ve vedlejš ose roviny obráběn
ú
Průměr roztečné kružnice Q244: průměr roztečné
kružnice
ú
Startovac úhel Q245 (absolutn ): úhel mezi hlavn
osou roviny obráběn a prvn m obráběn m na roztečné
kružnici
ú
Koncový úhel Q246 (absolutn ): úhel mezi hlavn osou
roviny obráběn a bodem startu posledn ho obráběn
na roztečné kružnici (neplat pro plné kruhy); koncový
úhel zadat různý od startovac ho úhlu; je li zadán
koncový úhel větš než startovac úhel, pak se obráb
proti hodinovému smyslu, jinak se obráb v
hodinovém smyslu
ú
Úhlová rozteč Q247 (inkrementáln ): úhel mezi dvěma
obráběn mi na roztečné kružnici; je li úhlová rozteč
rovna nule, pak TNC vypočte úhlovou rozteč ze
startovac ho úhlu, koncového úhlu a počtu obráběn ;
je li úhlová rozteč zadaná, pak TNC nerespektuje
koncový úhel; znaménko úhlové rozteče určuje smysl
obráběn ( = v hodinovém smyslu)
8.5 Cykly k vytvoř
en bodových rastrů
X
Z
Q200
Q203
Q204
X
Y
Q217
Q216
Q247
Q245
Q244
Q246
N = Q241
Př klad NC bloku:
N53 G220 Q216=+50 Q217=+50 Q244=80
Q245=+0 Q246=+360 Q247=+0 Q241=8
Q200=2 Q203=+0 Q204=50*
Kkap8.pm6
27.06.2006, 14:51
187