3 najet a opuštěn obrysu – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 115
99
HEIDENHAIN TNC 410, TNC 426, TNC 430
Korekce radiusu
Korekce radiusu mus být zadána před blokem se souřadnicemi
pro prvn prvek obrysu. Korekce radiusu nesm zač nat v bloku pro
kruhovou dráhu. Naprogramujte ji dř ve v nějakém př mkovém
bloku.
Př mkový blok viz ”6.4 Dráhové pohyby pravoúhlé souřadnice”.
Předpolohován
Předpolohujte na začátku programu obráběn nástroj tak, aby bylo
vyloučeno poškozen nástroje a obrobku.
6.3
Najet a opuštěn obrysu
Startovn a koncový bod
Nástroj naj žd z bodu startu na prvn bod obrysu. Požadavky na
startovn bod:
■
Programovaný bez korekce radiusu
■
Lze na něj najet bez nebezpeč kolize
■
Nacház se bl zko prvn ho bodu obrysu
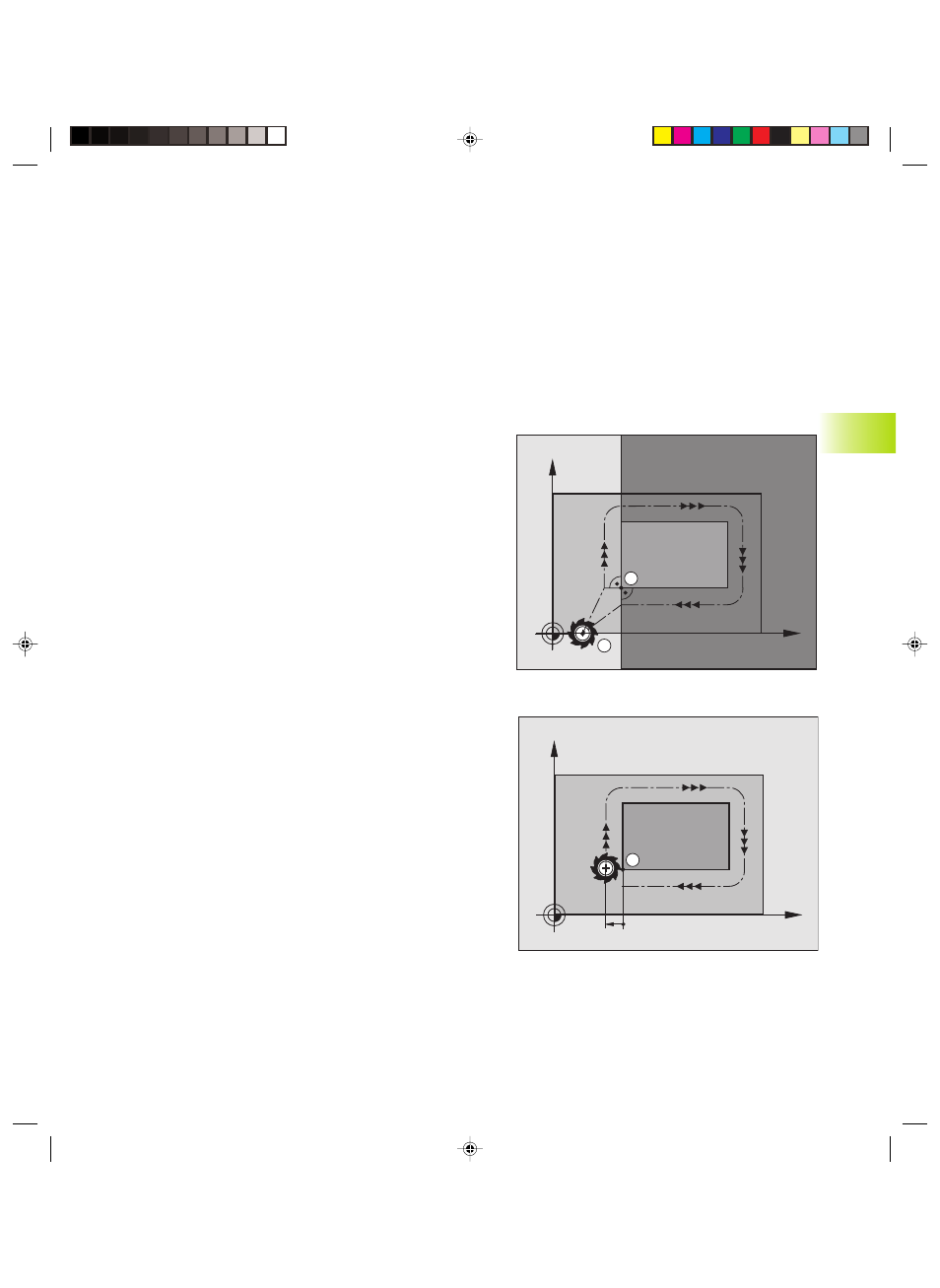
Vyloučen poškozen obrysu: optimáln startovn bod lež na
prodloužen dráhy nástroje pro obráběn prvn ho bodu obrysu.
Př klad
Obrázek vpravo nahoře: pokud nadefinujete bod startu v
tmavošedé oblasti, pak dojde při najet na prvn bod obrysu k
poškozen obrysu.
Prvn bod obrysu
Pro pohyb nástroje do prvn ho bodu obrysu naprogramujte korekci
radiusu.
6.3 Najet a opuštěn obrysu
X
Y
A
G41
X
Y
S
A
Gkap6.pm6
27.06.2006, 14:51
99