HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 311
12 3D dotykové sondy
296
12.1 Sn mac cykly v provozn ch
režimech RUČNÍ PROVOZ a
RUČNÍ KOLEČKO
TNC mus být výrobcem stroje připraven k nasazen 3D
dotykové sondy.
Pokud během prováděn programu uskutečn te měřen ,
pak dbejte na to, že nástrojová data (délka, radius, osa)
mohou být použita bu z kalibrovaných dat nebo z
posledn ho T bloku (volba přes parametr MP7411).
U TNC 426, TNC 430 plat nav c toto:
Pokud stř davě pracujete se sp nac a měřic dotykovou
sondou, pak dbejte na to, aby
■
byla pomoc MP 6200 zvolena správná dotyková
sonda
■
sp nac a měřic sonda nebyly nikdy připojeny
k ř dic mu systému současně
TNC nemůže určit, která z dotykových sond je skutečně
nasazena ve vřetenu.
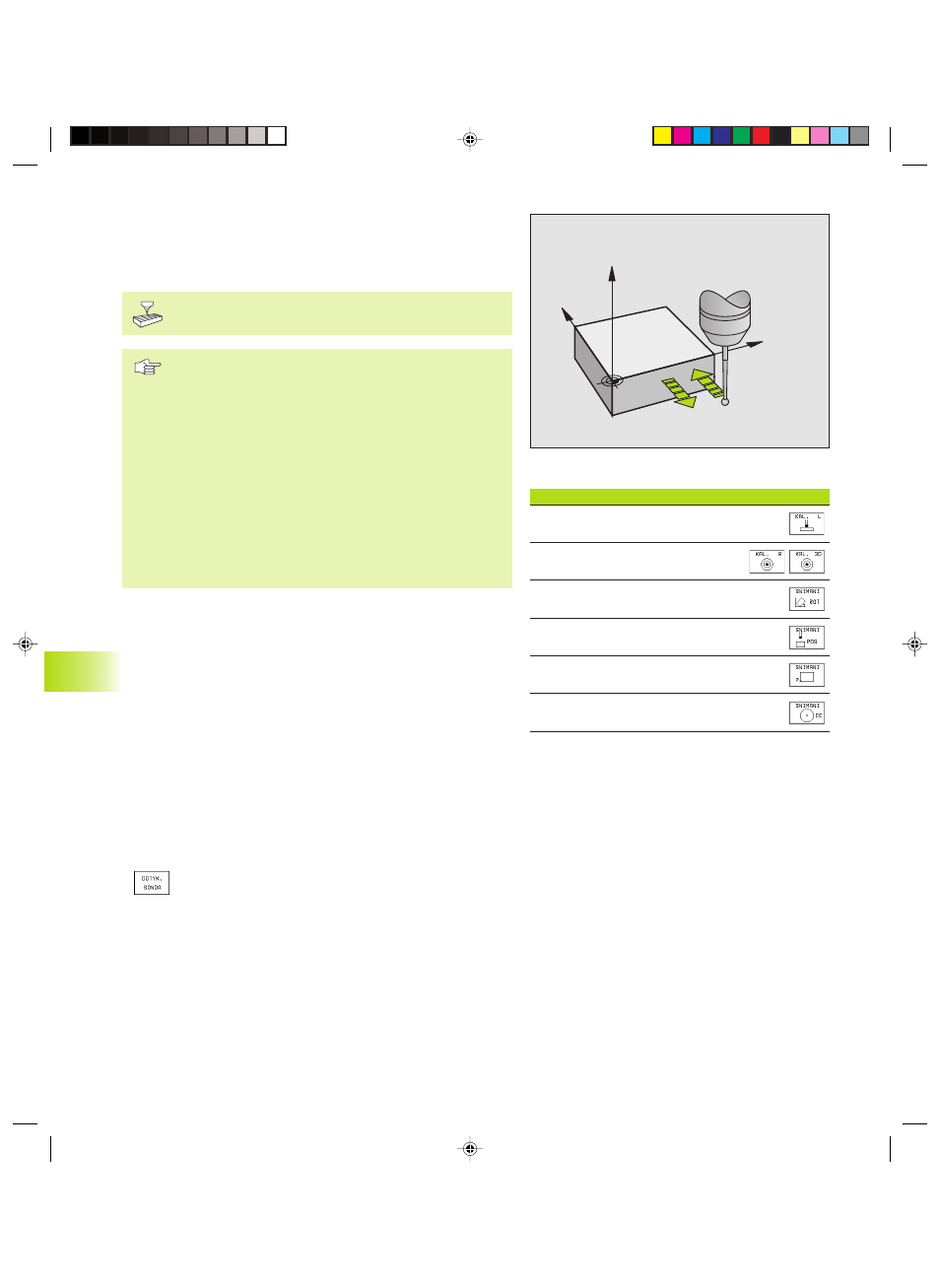
Během sn mac ch cyklů naj žd 3D dotyková sonda rovnoběžně s
osami na obrobek poté, co jste stiskli extern tlač tko START.
Výrobce stroje definuje posuv při sn mán : viz obrázek vpravo.
Jakmile se 3D dotyková sonda dotkne obrobku,
■
vyšle 3D dotyková sonda do TNC signál: souřadnice sejmuté
polohy se ulož do paměti
■
3D dotyková sonda se zastav a
■
odjede rychloposuvem zpět na startovac polohu sn mac ho
procesu
Nedojde li uvnitř definované dráhy k vychýlen dotykového hrotu,
vyp še TNC odpov daj c chybové hlášen
(Dráha: MP6130 pro sp nac dotykovou sondu a MP6330 pro
měřic dotykovou sondu).
Volba sn mac funkce
ú
Zvolit provozn režim RUČNÍ PROVOZ nebo RUČNÍ KOLEČKO
ú
Zvolit funkce dotykové sondy: stisknout softklávesu
SNÍMACÍ FUNKCE. TNC zobraz dalš softklávesy: viz
tabulka vpravo
Funkce
Softklávesa
Kalibrace efektivn délky
Kalibrace efektivn ho poloměru
Základn natočen
Nastaven vztažného bodu
Nastaven rohu jako vztažného bodu
Nastaven středu kruhu jako vztažného bodu
12.1 Snmac cykly v pr
ovoznm r
ežimu RUČNÍ PROVOZ a RUČNÍ K
OLEČK
O
Y
X
Z
F
F MAX
Okap12.pm6
27.06.2006, 14:56
296