6 slcykly skupiny i – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 210
8 Programován : Cykly
194
A
B
C
D
HRUBOVÁNÍ (cyklus G57)
Průběh cyklu
1 TNC napolohuje nástroj v rovině obráběn nad prvn m bodem
zápichu; přitom TNC respektuje př davek na dokončen
2 S posuvem na hloubku najede TNC nástrojem na prvn hloubku
př suvu
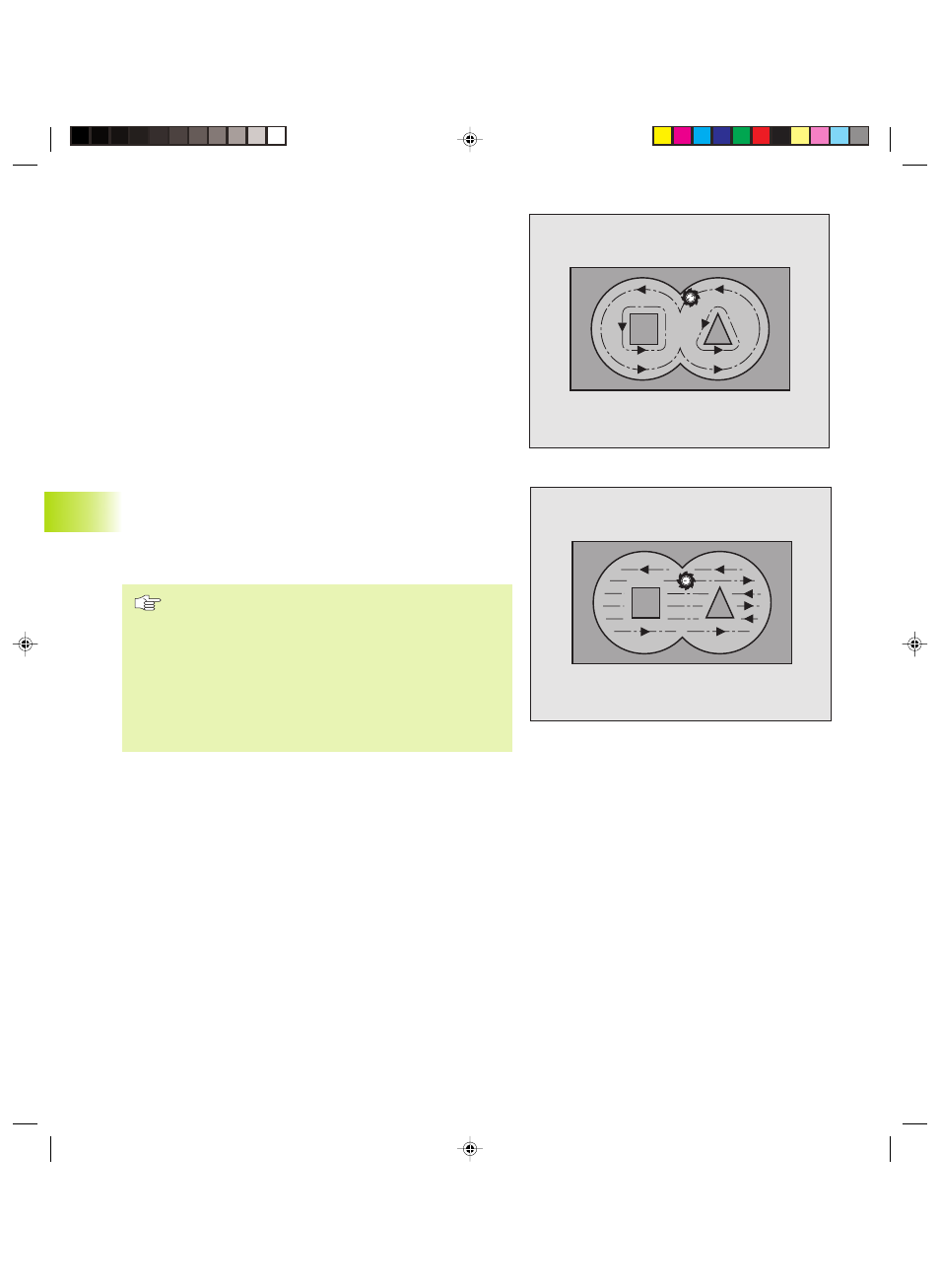
Ofrézován obrysu (viz obrázek vpravo nahoře):
1 Nástroj ofrézuje se zadaným posuvem prvn d lč obrys; přitom je
respektován př davek na dokončen v rovině obráběn
2 Dalš př suvy a dalš d lč obrysy ofrézuje TNC stejným způsobem
3 TNC najede nástrojem v ose vřetena na bezpečnostn
vzdálenost a potom nad prvn bod zápichu v rovině obráběn .
Vyhrubován kapsy (viz obrázek vpravo uprostřed):
1 V prvn hloubce př suvu frázuje nástroj obrys s frézovac m
posuvem v osově rovnoběžném směru, popř. pod zadaným
hrubovac m úhlem
2 Přitom je nad obrysy ostrůvků (zde: C/D) přejeto v bezpečnostn
vzdálenosti
3 Tento postup se opakuje, až je dosaženo zadané hloubky
frézován
Před programován m dbejte následuj c ho
Pomoc parametrů MP7420.0 a MP7420.1 urč te, jak
má TNC obrobit obrys (viz „14.1 Všeobecné parametry
uživatele“).
Naprogramovat polohovac blok do bodu startu v ose
vřetena (bezpečnostn vzdálenost
nad povrchem obrobku).
Cyklus vyžaduje frézu s čeln mi zuby (DIN 844), nebo
předvrtán s cyklem G56.
8.6 SLcykly skupiny I
Kkap8.pm6
27.06.2006, 14:51
194