5 přdavné funkce pr o r otačn osy – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 152
7 Programován : Př davné funkce
136
Automatická korekce geometrie stroje při
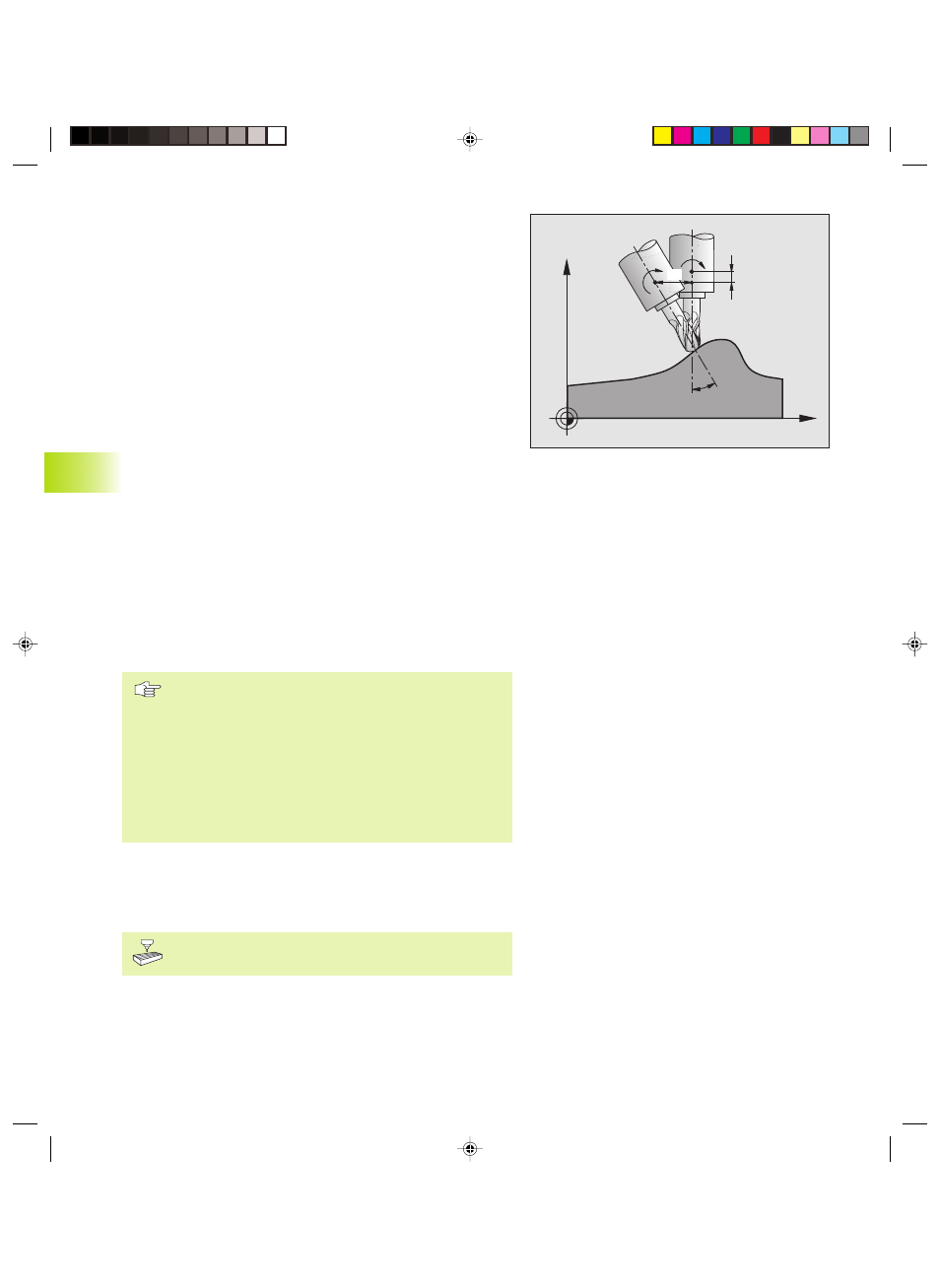
obráběn s naklápěc mi osami:
M114 (nen u TNC 410)
Standardn chován
TNC naj žd nástrojem na polohy definované v programu obráběn .
Změn li se v programu poloha naklápěc osy, pak mus
postprocesor vypoč tat t mto vzniklé přesazen v lineárn ch osách
(viz obrázek vpravo nahoře) a najet je v polohovac m bloku.
Protože zde také hraje svou úlohu geometrie stroje, mus být NC
program přepočten zvláš pro každý stroj.
Chován s M114
Změn li se v programu poloha některé ř zené naklápěc osy, pak
TNC automaticky kompenzuje přesazen nástroje s 3D délkovou
korekc . Protože je geometrie stroje uložena ve strojn ch
parametrech, kompenzuje TNC automaticky rovněž strojně
specifická přesazen . Programy mus být přepočteny
postprocesorem jen jednou, i když budou prováděny na různých
stroj ch s ř dic m systémem TNC.
Pokud nen váš stroj vybaven ř zenými naklápěc mi osami (ručn
naklápěn hlavy, hlava polohovaná přes PLC), pak můžete za
M114 zadat právě platnou polohu naklápěc hlavy (např. M114
B+45, dovoleny jsou i Q parametry).
Korekce radiusu nástroje mus být zohledněna v CAD systému
popř. postprocesorem. Programovaná korekce radiusu RL/RR vede
k vypsán chybového hlášen .
Pokud TNC převezme délkovou korekci nástroje, pak se
programovaný posuv vztahuje nejen na hrot nástroje, ale též i na
vztažný bod nástroje.
Pokud má váš stroj ř zenou otočnou hlavu, pak můžete
přerušit prováděn programu a změnit polohu naklápěc
osy (např. s ručn m kolečkem).
Pomoc funkce START Z BLOKU N (předběh bloků)
můžete pak pokračovat v prováděn programu obráběn
od m sta přerušen . TNC automaticky respektuje při
aktivn M114 novou polohu naklápěc osy.
Ke změně polohy naklápěc osy s ručn m kolečkem
během prováděn programu použijte M118 ve spojen s
M128.
Účinek
M114 je účinná na začátku bloku, M115 na konci bloku. M114
nepůsob při aktivn korekci radiusu nástroje.
M114 zruš te s M115. Na konci programu je M114 rovněž zrušena.
Geometrie stroje mus být výrobcem stroje definována
ve strojn m parametru 7510 a následuj c ch.
7.5 Přdavné funkce pr
o r
otačn osy
X
Z
dB
dz
dx
B
B
Hkap7.pm6
27.06.2006, 14:51
136