5 přdavné funkce pr o r otačn osy – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 153
137
HEIDENHAIN TNC 410, TNC 426, TNC 430
Zachován polohy hrotu nástroje při polohován
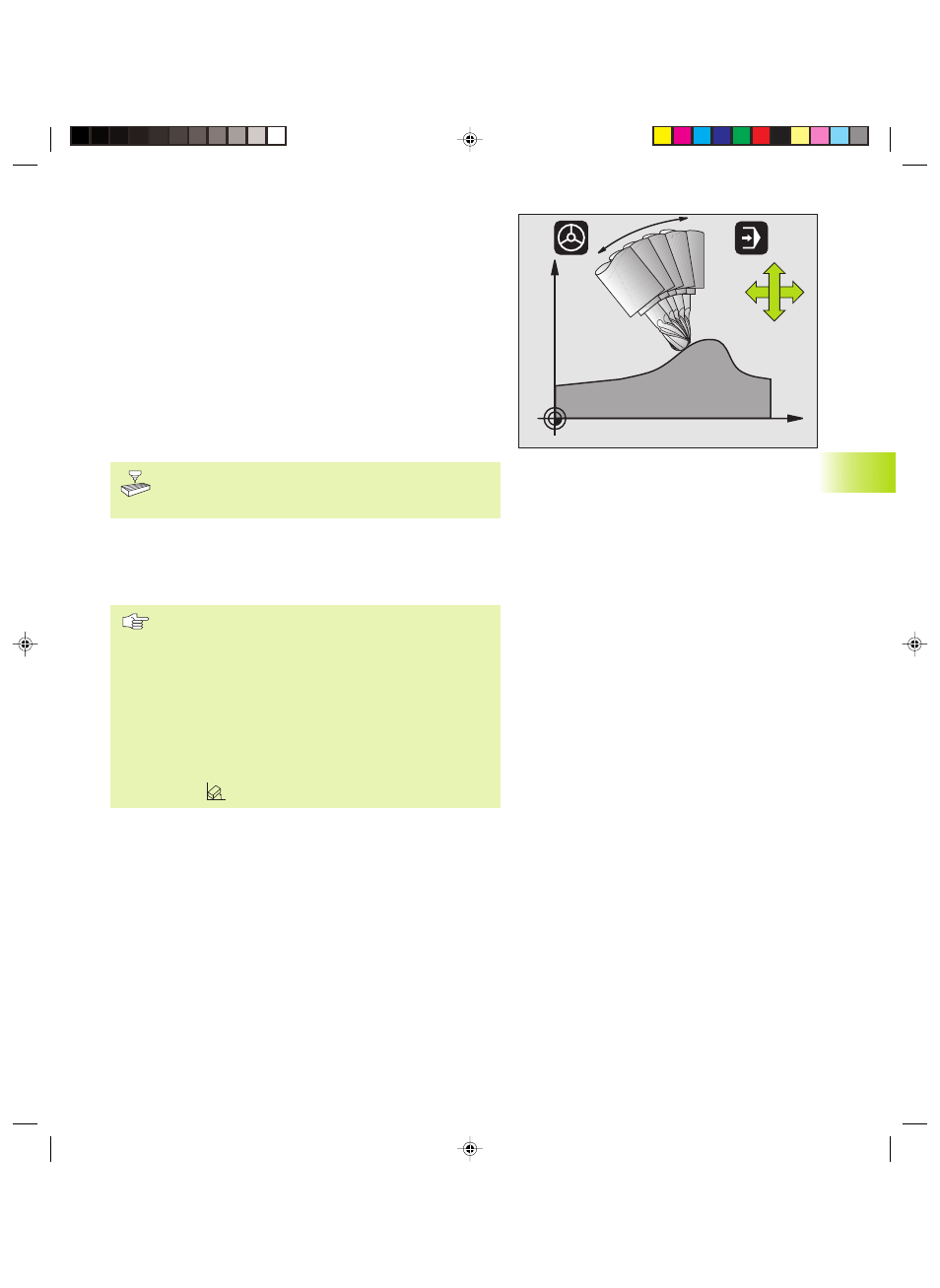
naklápěc ch os (TCPM*): M128
Standardn chován
TNC naj žd nástrojem na polohy definované v programu obráběn .
Změn li se v programu poloha naklápěc osy, pak mus vypočteno
t mto vzniklé přesazen v lineárn ch osách a následně najeto v
polohovac m bloku (viz obrázek vlevo při M114).
Chován s M128
Změn li se v programu poloha některé ř zené naklápěc osy, pak
zůstane během procesu naklápěn poloha hrotu nástroje oproti
obrobku nezměněna.
Použijte M128 ve spojen s M118, pokud chcete během prováděn
programu změnit s ručn m kolečkem polohu naklápěc osy.
Proložené polohován ručn m kolečkem se při aktivn M128
uskutečn v pevném strojn m souřadném systému.
U naplápěc ch os s hirthovým ozuben m: napolohován
osy pouze po odjet nástrojem do volného prostoru.
Jinak může doj t k poškozen obrysu.
Za M128 lze naprogramovat ještě jeden posuv, který TNC využije
pro vyrovnávac pohyby v lineárn ch osách. Nen li hodnota
posuvu zadána, nebo je posuv vyšš než je uvedeno ve strojn m
parametru 7471, přeb rá se automaticky hodnota ze strojn ho
parametru 7471.
Před polohován m s M91 nebo M92 a před blokem T:
zrušit M128.
K zabráněn poškozen obrysu sm te s M128 použ t jen
kulovou frézu.
Délka nástroje se mus vztahovat ke středu koule kulové
frézy.
TNC současně nenaklop aktivn korekci radiusu
nástroje. Tak vznikne chyba, která závis na úhlovém
nastaven rotačn osy.
Je li M128 aktivn , zobraz TNC v zobrazen stavu
symbol
.
*) TCPM = Tool Center Point Management
X
Z
B
Z
X
7.5 Přdavné funkce pr
o r
otačn osy
Hkap7.pm6
27.06.2006, 14:51
137