10 zvláštn cykly – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 255
239
HEIDENHAIN TNC 410, TNC 426, TNC 430
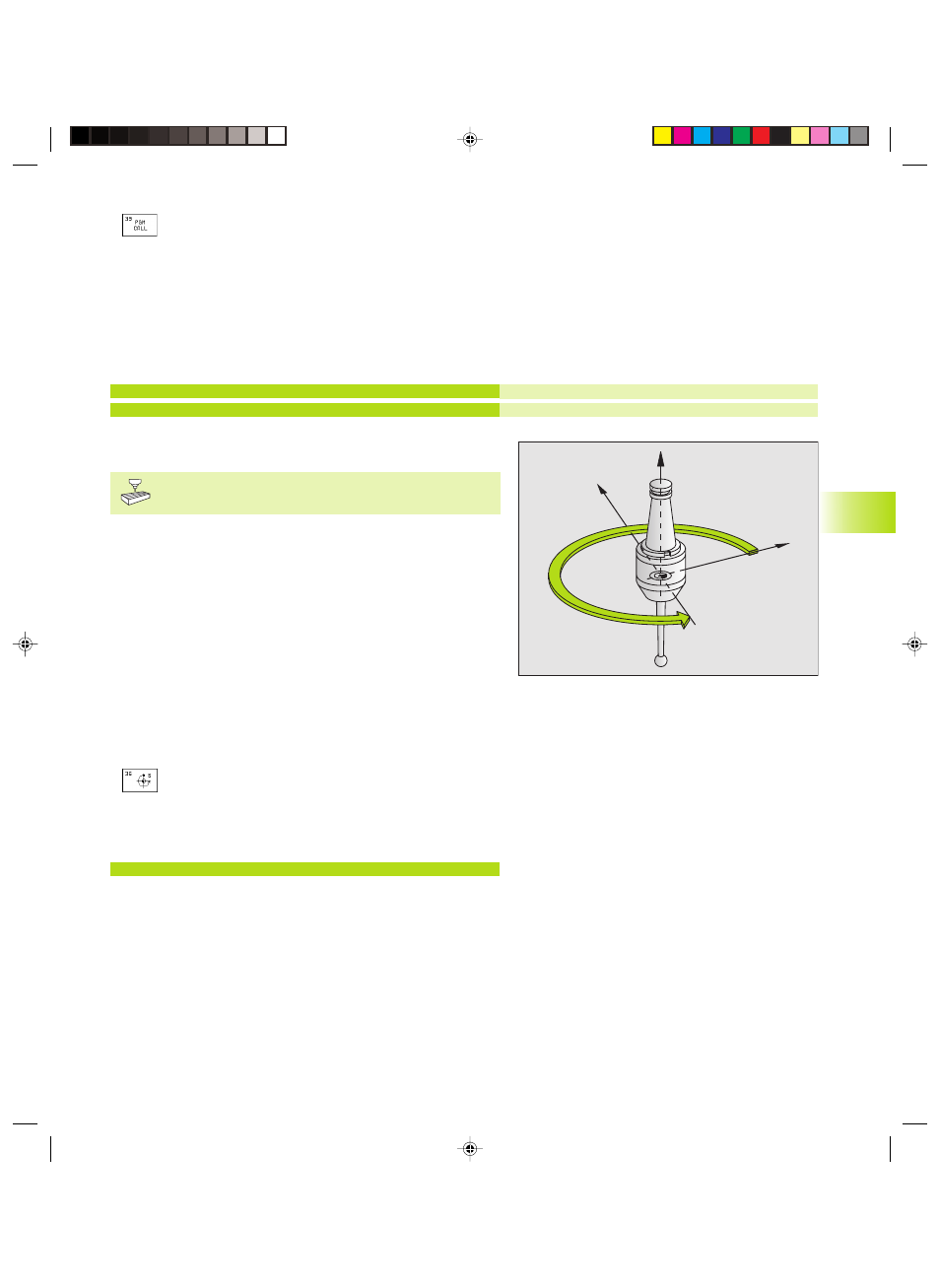
X
Y
Z
8.10 Zvláštn cykly
ú
Jméno programu: jméno vyvolávaného programu
př padně s cestou k adresáři, kde se program nacház
Program vyvoláte též s
■
G79 (samostatný blok) nebo
■
M99 (po bloc ch) nebo
■
M89 (provede se po každém polohovac m bloku)
Př klad: Vyvolán programu
Z programu má být vyvolán pomoc cyklu vyvolatelný program 50.
Př klad NC bloků
N550 G39 P01 50 *
N560 G00 X+20 Y+50 M99 *
ORIENTACE VŘETENA (cyklus G36)
Stroj a TNC mus být pro cyklus G36 připraveny
výrobcem stroje.
TNC může ř dit hlavn vřeteno obráběc ho stroje a otáčet jej do
polohy určené úhlem.
Orientace vřetena je potřebná např.
■
u systémů pro výměnu nástrojů s definovanou polohou výměny
nástroje
■
k seř zen vys lac ho a přij mac ho oka 3D dotykové sondy s
infračerveným přenosem
Účinek
V cyklu definované úhlové nastaven napolohuje TNC
programován m M19 .
Pokud naprogramujete M19, aniž jste předt m definovali cyklus
G36, pak TNC napolohuje hlavn vřeteno na úhlovou polohu, která
je definovaná ve strojn m parametru (viz př ručka ke stroji).
ú
Úhel orientace: zadat úhel vztažený k úhlové vztažné
ose roviny obráběn
Rozsah zadán :
0 až 360°
Přesnost zadán :
0,001°
Př klad NC bloku:
N72 G36 S25*
Definice: „Program 50 je cyklus“
Vyvolán programu 50
Kkap8.pm6
27.06.2006, 14:51
239