4 pr ováděn pr ogramu – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 300
HEIDENHAIN TNC 410, TNC 426, TNC 430
285
Proveden programu obráběn obsahuj c ho
souřadnice neř zených os (puoze u TNC 410)
TNC může zpracovávat i programy, ve kterých jste naprogramovali
posuvy neř zených os.
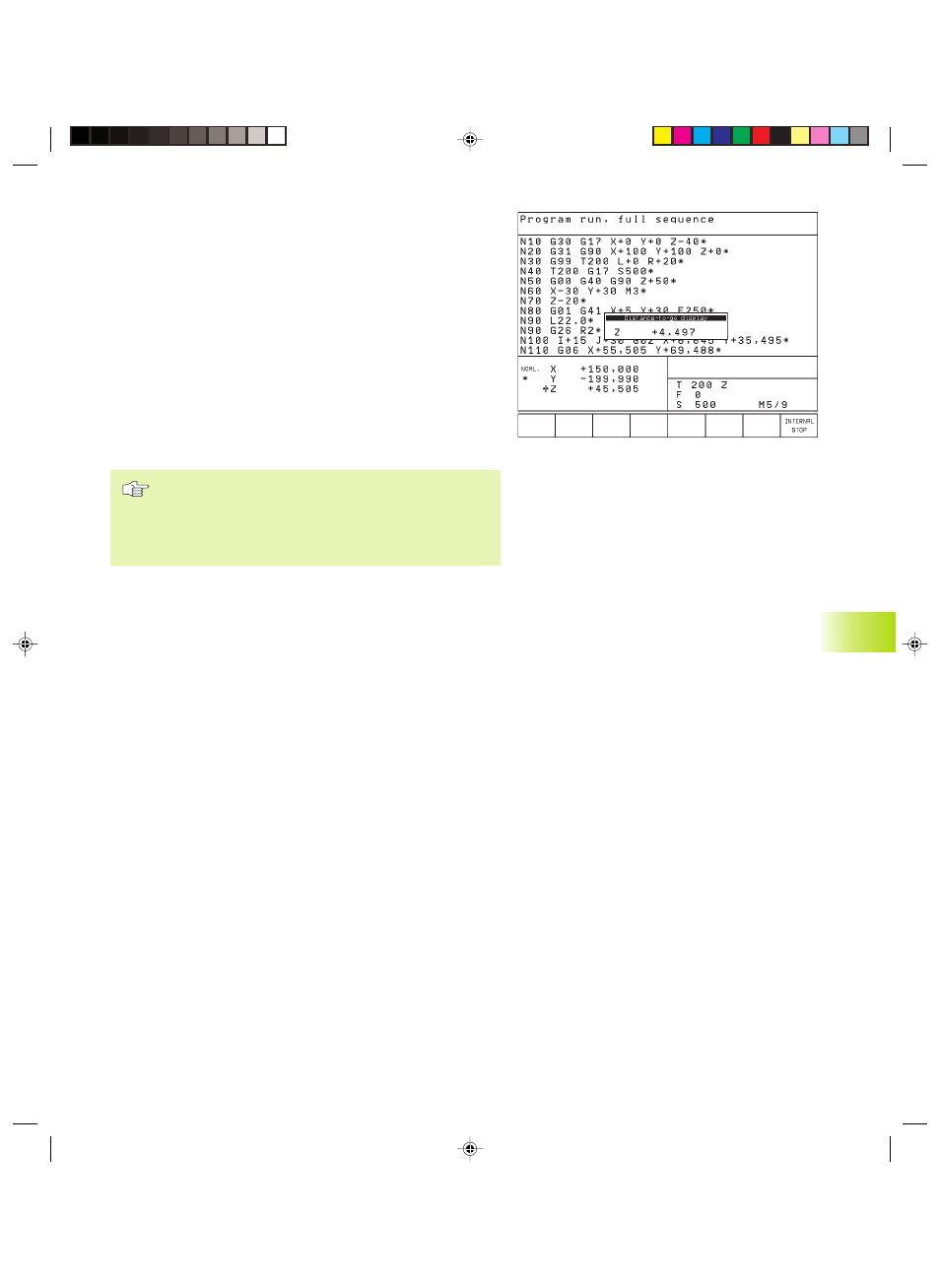
Pokud TNC naraz na blok, ve kterém je programována neř zená
osa, zastav prováděn programu. Současně zobraz TNC okno, ve
kterém je vyznačena zbytková dráha k c lové poloze (viz obrázek
vpravo nahoře). V tomto př padě postupujte takto:
ú
Naje te osou do c lové polohy ručně. TNC neustále aktualizuje
okno se zbytkovou dráhou a zobrazuje stále hodnotu, kterou
ještě mus te ujet do c lové polohy
ú
Jakmile jste dosáhli c lové polohy, stiskněte tlač tko NC START,
abyste mohli pokračovat v prováděn programu. Pokud stisknete
tlač tko NC START ještě před dosažen m c lové polohy, vyp še
TNC chybové hlášen .
Jak přesně mus te najet na c lovou polohu, je
definováno ve strojn m parametru 1030.x (možné
hodnoty zadán : 0.001 až 2 mm).
Neř zené osy mus být zadány v samostatném
polohovac m bloku, jinak TNC vyp še chybové hlášen .
11.4 Pr
ováděn pr
ogramu
Nkap11.pm6
27.06.2006, 14:56
285