3 vrtac cykly – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 184
8 Programován : Cykly
168
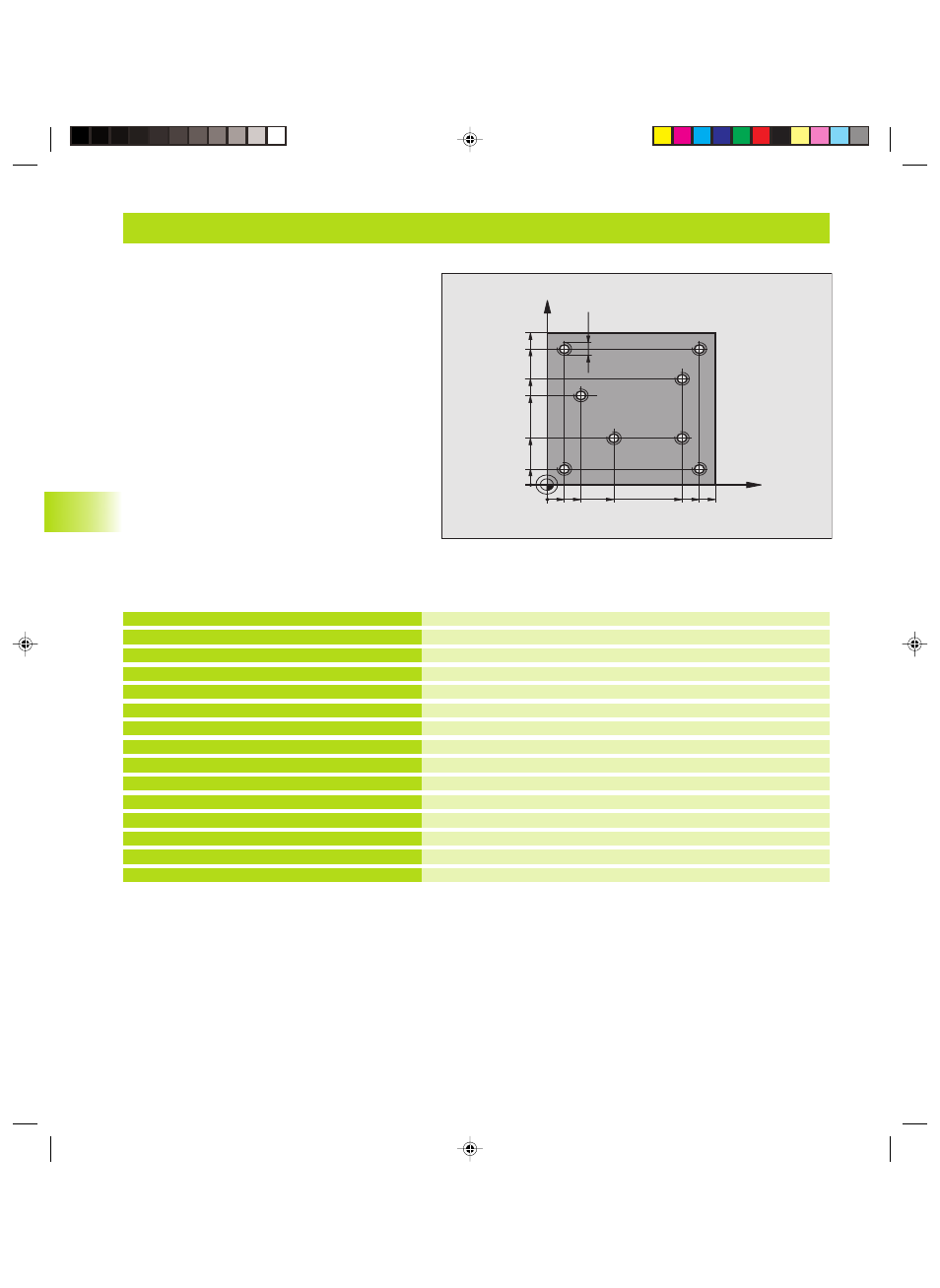
Př klad: Vrtac cykly ve spojen s tabulkami bodů (pouze u TNC 410)
Definice neobrobeného polotovaru
Definice nástroje výstředn k
Definice nástroje vrták
Definice nástroje závitn k
Vyvolán nástroje výstředn k
Najet nástroje na bezpečnou výšku (F naprogramovat hodnotou,
se kterou TNC polohuje po každém cyklu na bezpečnou výšku)
Definice tabulky bodů
Definice cyklu vystředěn
U Q203 a Q204 se mus zadat 0
Vyvolán cyklu ve spojen s tabulkou bodů TAB1.PNT,
Posuv mezi body: 5000 mm/min
Vyjet nástroje, výměna nástroje
%1 G71*
N10
G30 G17 X+0 Y+0 Z 20*
N20
G31 X+100 Y+100 Z+0*
N30
G99 1 L+0 R+4*
N40
G99 2 L+0 R+2.4*
N50
G99 3 L+0 R+3*
N60
T1 G17 S5000*
N70
G01 G40 Z+10 F5000*
N80
%:PAT: ”TAB1”*
N90
G200 Q200=2 Q201= 2 Q206=150 Q202=2
Q210=0 Q203=+0 Q204=0*
N100 G79 „PAT“ F5000 M3*
N110 G00 G40 Z+100 M6*
Průběh programu
■
Vystředěn
■
Vrtán
■
Vrtán závitu M6
Souřadnice děr jsou uloženy v tabulce bodů
TAB1.PNT (viz dalš strana) a TNC je vyvolá s G79.
Radiusy nástroje jsou navoleny tak, aby byly
všechny obráběc kroky viditelné v testovac
grafice.
X
Y
20
10
100
100
10
90
90
80
30
55
40
65
M6
8.3 Vrtac cykly
Kkap8.pm6
27.06.2006, 14:51
168