4 cykly k frézován kapes, ostrůvků a drážek – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 196
8 Programován : Cykly
180
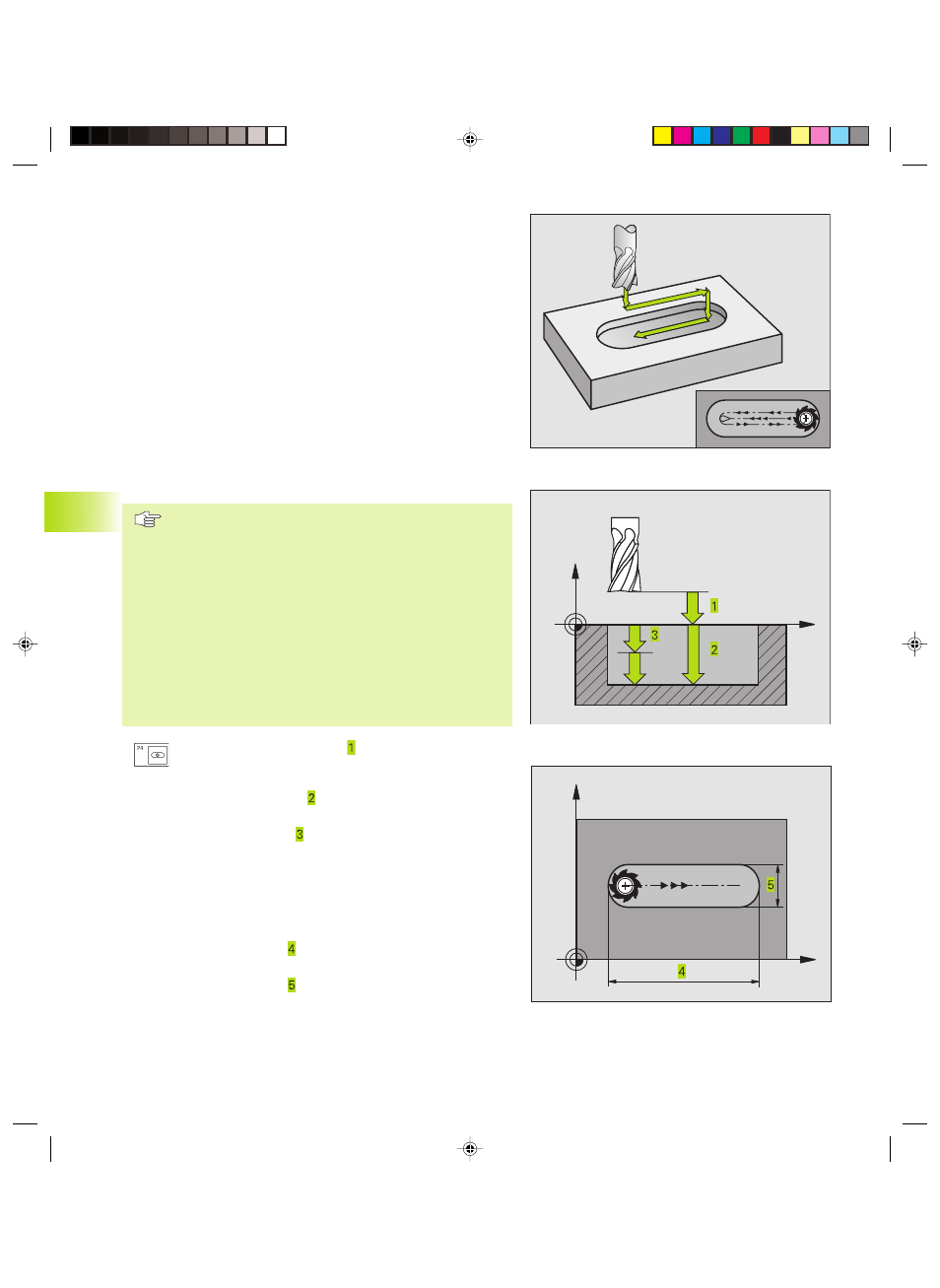
FRÉZOVÁNÍ DRÁŽKY (cyklus G74)
Hrubován
1 TNC přesad nástroj dovnitř o př davek načisto (polovina rozd lu
mezi š řkou drážky a průměrem nástroje). Odtud se nástroj
zap chne do obrobku a frézuje v podélném směru drážku
2 Na konci drážky následuje př suv do hloubky a nástroj frézuje v
opačném směru.
Tento proces se opakuje, až je dosaženo programované hloubky
Dokončován
3 Na dně frézován přejede TNC nástrojem po kruhové dráze
tangenciálně na vnějš obrys; potom bude sousledně (při M3)
dokončen obrys
4 Potom odjede nástroj rychloposuvem zpět na bezpečnostn
vzdálenost
Při lichém počtu př suvů odjede nástroj v bezpečnostn
vzdálenosti do startovac polohy
Před programován m dbejte následuj c ho
Naprogramovat polohovac blok do bodu startu v rovině
obráběn střed drážky (2. délka strany) a o radius
nástroje přesazený v drážce s korekc radiusu G40.
Naprogramovat polohovac blok do výchoz ho bodu v
ose vřetena (bezpečnostn vzdálenost nad povrchem
obrobku).
Znaménko parametru hloubky definuje směr obráběn .
Cyklus vyžaduje frézu s čeln mi zuby (DIN 844), nebo
předvrtán v bodě startu.
Průměr frézy nevolit větš než je š řka drážky a ne menš ,
než je polovina š řky drážky.
ú
bezpečnostn vzdálenost (inkrementáln ):
vzdálenost mezi hrotem nástroje (startovac poloha) a
povrchem obrobku
ú
Hloubka frézován (inkrementáln ): vzdálenost mezi
povrchem obrobku a dnem kapsy
ú
Hloubka př suvu (inkrementáln ): rozměr, o který je
nástroj pokaždé přisunut; TNC najede v jednom
pracovn m kroku na hloubku, když:
■
hloubka př suvu a hloubka jsou shodné
■
hloubka př suvu je větš než hloubka
ú
Posuv na hloubku: pojezdová rychlost nástroje při
zápichu
ú
1. délka strany : délka drážky; směr prvého řezu
určit znaménkem
ú
2. délka strany : š řka drážky
ú
Posuv F: pojezdová rychlost nástroje v rovině
obráběn
8.4 Cykly k frézován kapes, ostrůvků a drážek
X
Z
X
Y
Kkap8.pm6
27.06.2006, 14:51
180