4 cykly k frézován kapes, ostrůvků a drážek – HEIDENHAIN TNC 426B (280 472) ISO programming Uživatelská příručka
Stránka 200
8 Programován : Cykly
184
8.4 Cykly k frézován kapes, ostrůvků a drážek
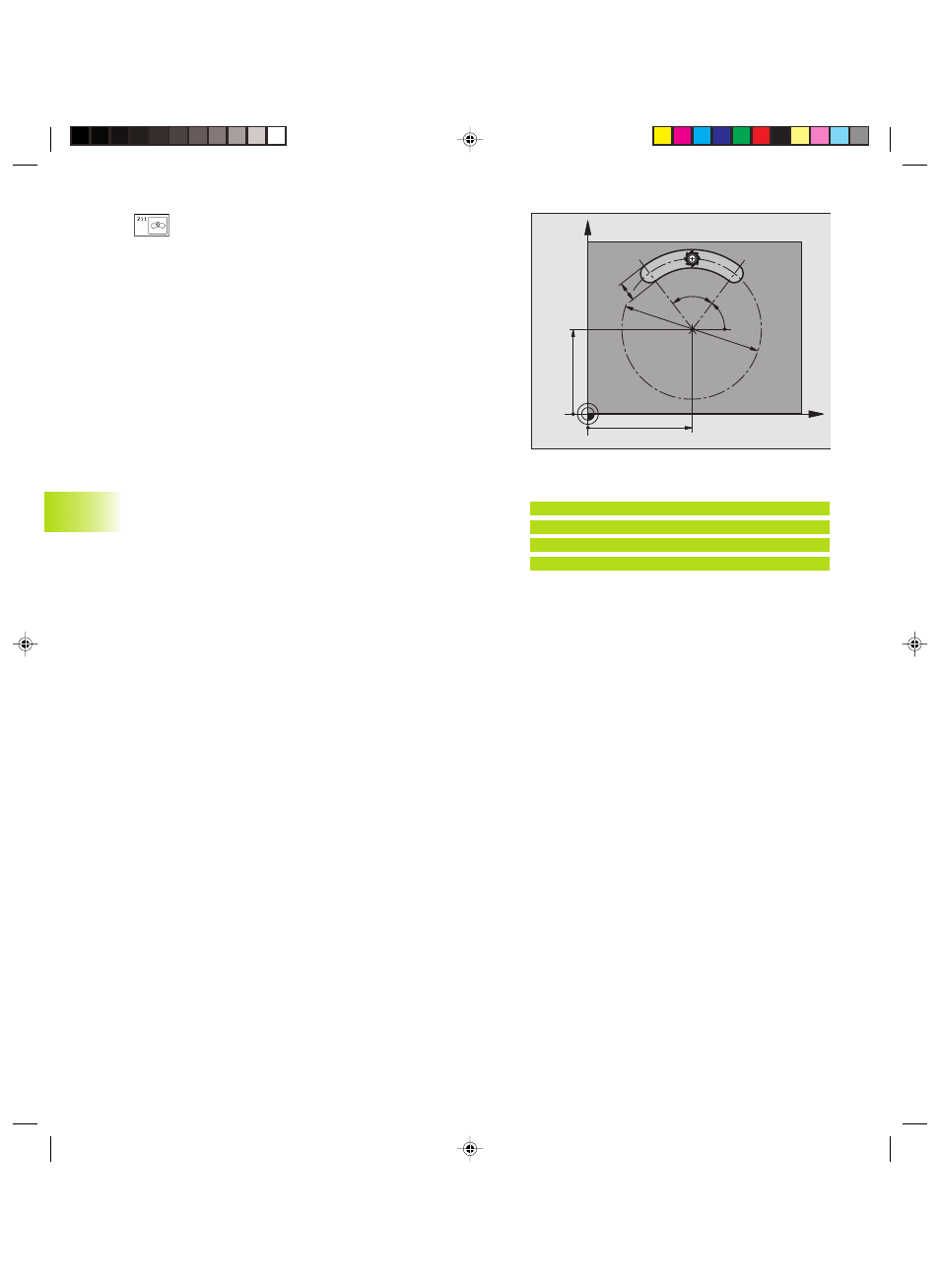
X
Y
Q217
Q216
Q248
Q245
Q219
Q244
ú
Bezpečnostn vzdálenost Q200 (inkrementáln ):
vzdálenost mezi hrotem nástroje a povrchem obrobku
ú
Hloubka Q201 (inkrementáln ): vzdálenost mezi
povrchem obrobku a dnem drážky
ú
Posuv frézován Q207: pojezdová rychlost nástroje
při frézován v mm/min
ú
Hloubka př suvu Q202 (inkrementáln ): rozměr, o který
je nástroj pokaždé přisunut v ose vřetena při jednom
kývavém pohybu
ú
Rozsah obráběn (0/1/2) Q215: definice rozsahu
obráběn :
0: hrubován a dokončován
1: jen hrubován
2: jen dokončován
ú
Souřadnice povrchu obrobku Q203 (absolutn ):
souřadnice povrchu obrobku
ú
2. bezpečnostn vzdálenost Q204 (inkrementaln ):
souřadnice osy Z, ve které nemůže doj t k žádné kolizi
mezi nástrojem a obrobkem (úpinkami)
ú
Střed 1. osy Q216 (absolutn ): střed drážky v hlavn
ose roviny obráběn
ú
Střed 2. osy Q217 (absolutn ): střed drážky ve vedlejš
ose roviny obráběn
ú
Průměr roztečné kružnice Q244: zadat průměr
roztečné kružnice
ú
2. délka strany Q219: zadat š řku drážky; je li zadaná
š řka drážky rovná průměru nástroje, pak TNC pouze
hrubuje
ú
Startovac úhel drážky Q245 (absolutn ): zadat
polárn úhel startovac polohy
ú
Úhel otevřen drážky Q248 (inkrementálně): zadat
úhel otevřen drážky
Př klad NC bloku:
N52 G211 Q200=2 Q201= 20 Q207=500
Q202=5 Q215=0 Q203=+0 Q204=50
Q216=+50 Q217=+50 Q244=80 Q219=12
Q245=+45 Q248=90*
Kkap8.pm6
27.06.2006, 14:51
184