13 použit pal et při n ástrojově u rčeném obrábě n, Pou žit – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 110
84
4 Programován : Základy, správa souborů , pomoc při programován Správa pale t
4
.1
3
P
ou
ž
it
p
a
le
t
p
ři
n
á
s
tr
oj
ov
ě
u
rč
e
n
é
m
ob
rá
b
ě
n
4.13 Použit palet při nástrojově
určeném obráběn
Použit
Tabul ky palet se použ vaj u obráběc ch ce nter s měničem palet:
tabulka pale t volá pro různé palety př slušn é programy obráběn a
aktivuje posun ut nulových bodů popř. tabulky n ulových bodů.
Tabul ky palet můžete dále využ t k postu pnému prováděn v ce
různ ých programů využ vaj c ch různé vztažné body.
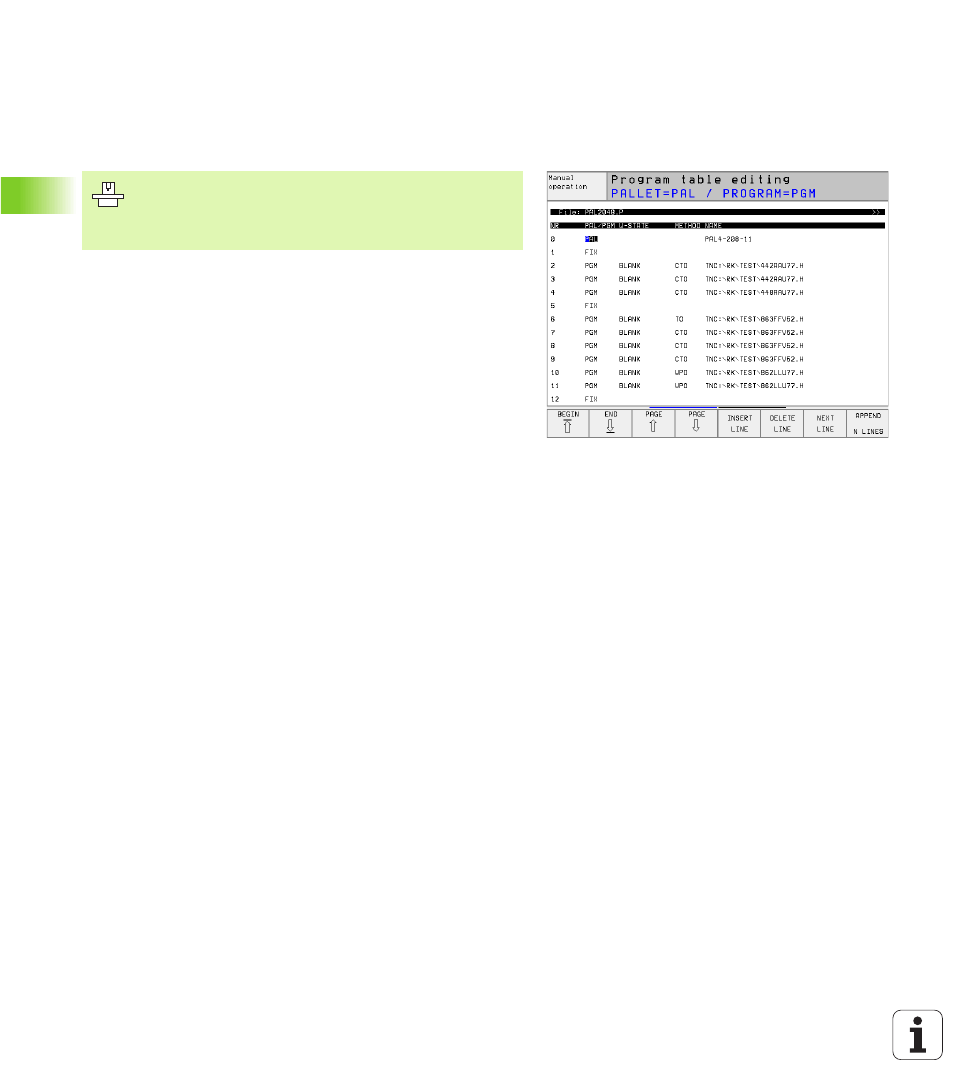
Tabul ky palet obsahuj následuj c údaje:
n
PAL/PGM (povinný údaj):
Zadán m PAL se definuje znak pale ty, FIX označuje úroveň u pnut
a pomoc PG M se zadává obrobe k
n
W STATE :
Aktu áln stav obráběn . Stav obráběn definuje dosažený pokrok
obráběn . U ne opracovaného polotovaru se zadává BLANK.
Bě hem obráběn se záznam změn na INCOMPLETE a po úplném
obroběn n a ENDED. Zadán m hodnoty EMPTY se označuje
m sto, kde nen upnu t obrobek ani se nemá provádět žádn á
obráběc operace.
n
METODA (povinný ú daj):
Údaj o použité me todě optimalizace programu. WPO znamená
nástrojově určené obrábě n . TO znamená nástrojově určen é
obroben dané části. Aby se nástrojově určené obráběn
vztahovalo i na následuj c obrobky, mus te zadat CTO
(pokračován nástrojovéh o určen ). Nástrojově určené opracován
je možno zadat i pro celou paletu, nikoli však pro v ce palet.
n
JMÉNO (povin ný údaj):
Jméno palety př p. jméno programu. Jména palet definuje výrobce
stroje (viz n ávod ke stroj i). Jmén a programů mus být uložena ve
stejném adresáři jako tabulka palet, jinak mu s te zadat úpln ou
cestu programu .
Správa palet je v kombinaci s obráběn m pomoc
konkrétn ho nástroje funkc závislou na prove den stroje.
Následu je popis standardn nab dky funkc . Podrobnosti
viz návod k obslu ze stroje.