R astr na kruhu (cyklu s 220) – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 303
HEIDENHAIN TNC 426, TNC 430
277
8
.5
C
y
kl
y
v
y
tv
á
ře
n
bod
o
v
ý
c
h
r
a
s
tr
ů
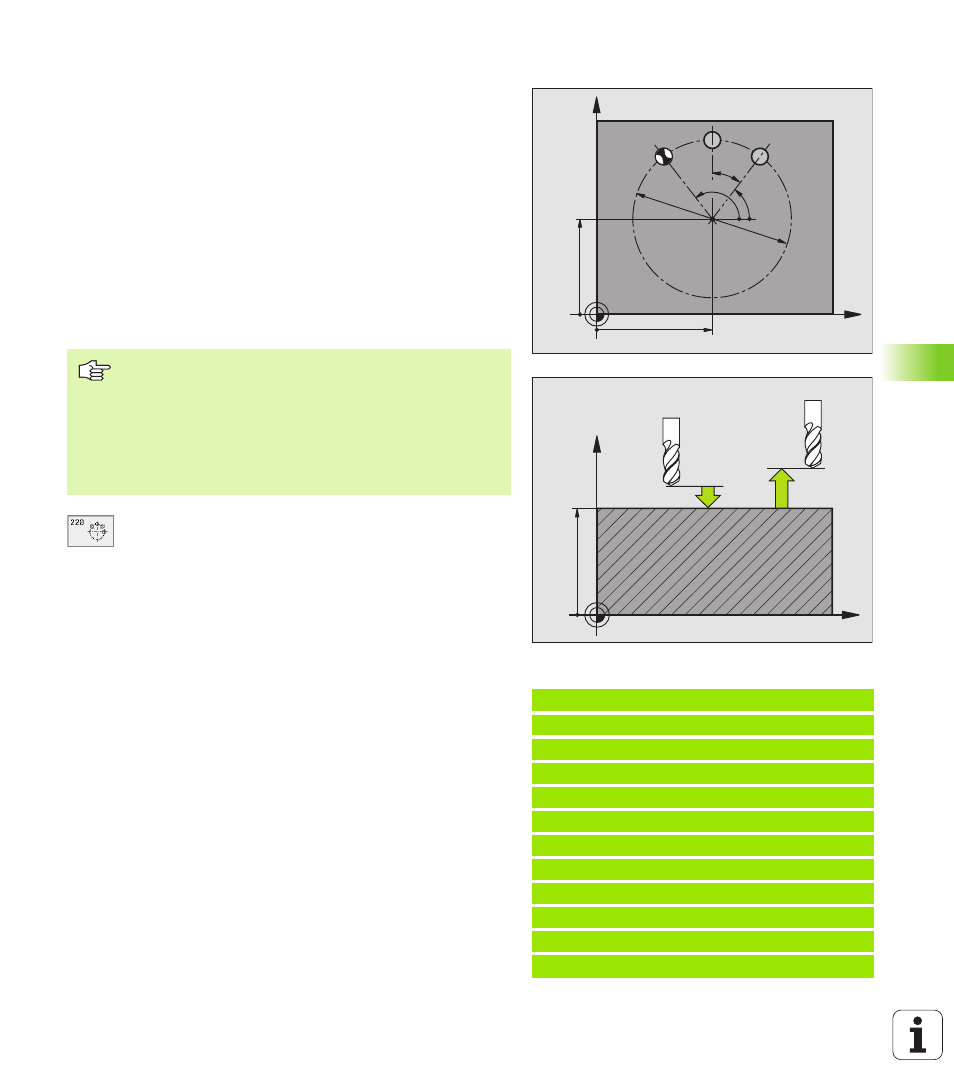
RASTR NA KRUHU (cyklus 220)
1
T NC navede nástroj rychloposuvem z aktuáln polohy do
výchoz ho bodu prvn ho obráběn .
Pořad :
n
2. be zpečnostn vzdálen ost naje t (osa vřeten e)
n
Najet do počátečn ho bodu v rovině obráběn
n
Najet na bezpečnostn vzdálen ost nad povrchem obrobku (osa
vře te ne)
2
Z této polohy provede TNC posledn de fi novaný obráběc cyklus
3
Poté TNC navede nástroj př mkovým pohybem do výchoz ho
bodu dalš ho obráběn ; nástroj se přitom nacház v bezpečnostn
vzdálen osti (nebo 2. bezpečnostn vzdálenosti)
4
T ento postup (1 až 3) se opakuje, dokud se neprove dou všechny
obráběc operace
U
U
U
U
S třed 1. osy Q216 (absolutně): střed roztečné
kru žnice v h lavn ose roviny obráběn
U
U
U
U
S třed 2. osy Q217 (absol utně): střed roztečné
kru žnice ve vedle jš ose roviny obráběn
U
U
U
U
Průměr roztečné kružnice Q244: průměr roztečné
kru žnice
U
U
U
U
Úhel výchoz ho bodu Q245 (absolu tn ě): úhel mezi
h lavn osou rovin y obrábě n a počáte čn m bodem
prvn operace obráběn na roztečné kružn ici
U
U
U
U
Koncový úhel Q246 (absolu tn ě): úhel mezi hlavn
osou roviny obráběn a výchoz m bodem posledn
operace obráběn n a roztečn é kružnici (neplat pro
ú plné kru hy); kon cový ú hel se zadává hodn otou
různou od výchoz ho ú hlu; je li koncový úhe l větš
n ež výchoz ú hel, prob há obráběn proti smyslu
h odinových ručiček, jinak se obráb po smyslu
h odinových ručiček
U
U
U
U
Úhlová rozteč Q247 (inkrementálně): ú hel mezi
dvěma obrábě c mi operacemi na roztečné kružni ci;
j e l i úhlová rozteč rovna n ule, vypočte TNC úhlovou
rozteč z výchoz ho ú hlu, koncovéh o úhlu a počtu
operac ; je li úhlová rozteč zadána, ign oruje TNC
kon cový úhel; znaménko ú hlové rozteče určuje směr
obráběn (– = ve smyslu hodinových ručiček)
Př klad: NC bloky
53 CYCL DEF 220 RASTR NA K RUHU
Q216=+ 50 ;STRED 1. OSY.
Q217=+ 50 ;STRED 2. OSY
Q244=80 ;PRUMER K RUH. OBLOUK U
Q245=+0 ;POČ. UHEL
Q246=+360 ;KONCOVY UHEL
Q247=+0 ;UHLOVY K ROK
Q241=8 ;POCET OBR ABENI
Q200=2 ;B EZP ECNOSTNI VZDALENOST
Q203=+30 ;SOUR. POVR CHU
Q204=50 ;2. B EZP. VZDÁL ENOST
Q 301=1 ;P OJEZD. NA B EZP. VYSK U
X
Y
Q217
Q216
Q247
Q245
Q244
Q246
N = Q241
X
Z
Q200
Q203
Q204
Než začnete programovat
Cyklus 220 funguje jako DEF, čili 220 automaticky
vyvolává posledn definovaný cyklus obráběn .
Pokud zkombinu jete některý z obrábě c ch cyklů 200
208, 212 215, 262 265 a 267 s cyklem 220, plat
bezpečnostn vzdálenost, povrch obrobku a 2.
bezpečnostn vzdálenost z cyklu 220.