Obecná rovina (cyklus 231) – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 340
314
8 Programován : Cykly
8
.7
C
y
k
ly
p
ro
p
loš
n
é
f
ré
z
ov
á
n
(
řá
d
k
ov
á
n
)
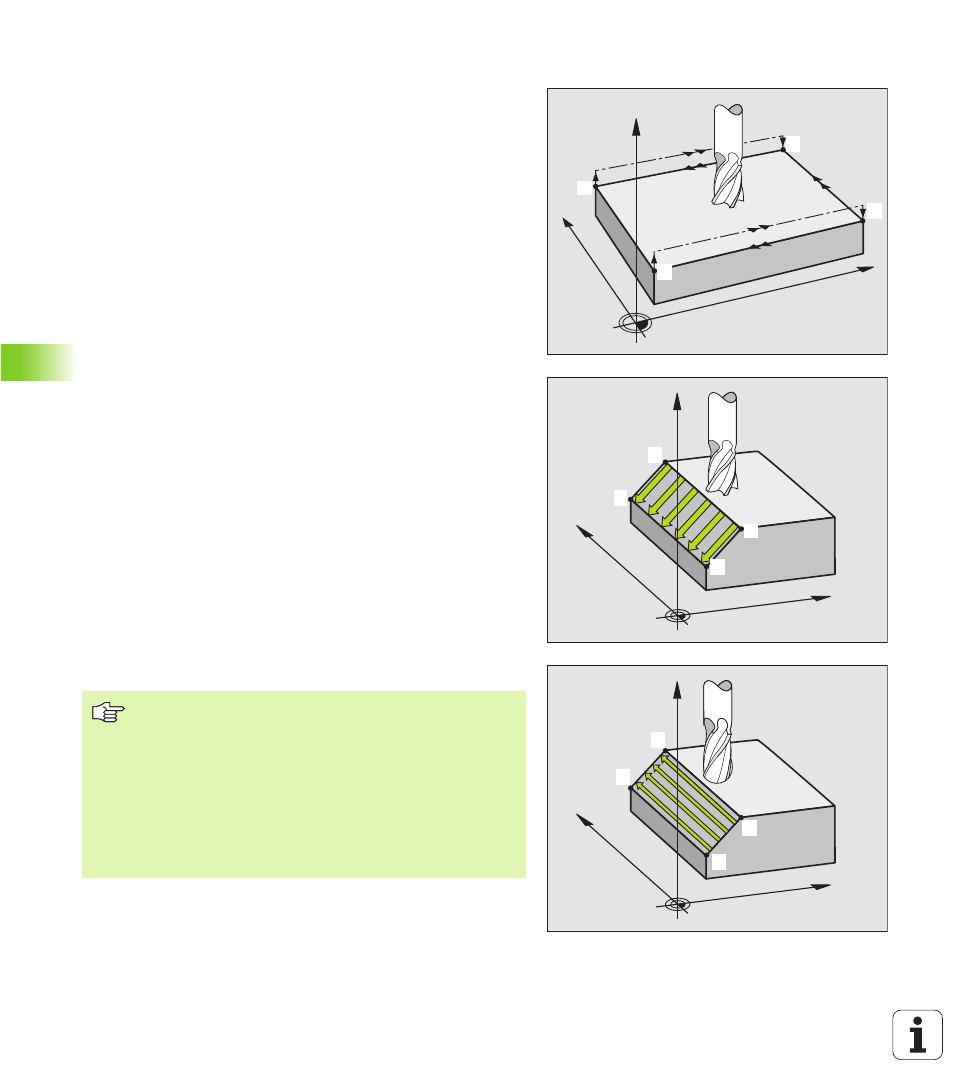
OBECNÁ ROVINA (cyklus 231)
1 TNC navede nástroj z aktu áln polohy pohybem po prostorové
př mce do výchoz ho bodu
2
Poté nástroj přejede naprogramovaným posuvem pro fré zován
do koncového bodu
2
3
Zde TNC přesune nástroj rychloposuvem FMAX o hodnotu
průměru nástroj e ve směru kladn é osy vřetene a prove de návrat
na výchoz bod.
1
4
Ve vých oz m bodě
1
n ástroj znovu najede na h odnotu Z, na kterou
najel j ako posledn
5
Poté T NC přesad nástroj ve všech třech osách z bodu
1
ve směru
k bodu
4
na dalš řádek
6
Dále převede T NC nástroj do koncovéh o bodu toh oto řádku ,
který vypočte z bodu
2
a přesazen ve směru bodu
3
7
Řádkován se opakuje až do ú plného obrobe n zadan é ploch y
8
Nakonec TNC uvede nástroj do polohy o průměr nástroje vyšš
než nejvyšš zadan ý bod v ose vřetene
Veden řezu
Výchoz bod a směr frézován l ze vybrat libovolně , protože T NC vede
jedn otlivé řezy vždy z bodu
1
do bodu
2
a ce lý proces prob há z bodu
1
/
2
do bodu
3
/
4
. Bod
1
můžete um stit do libovolnéh o rohu
obráběné plochy.
Při použit stopkových fréz mů žete opti malizovat jakost povrchu:
n
u m rně skloněných ploch tlačeným řezem (souřadnice bodu
1
v
ose vřetene je větš než souřadnice bodu
2
v ose vřeten e)
n
u silně sklon ěných pl och taženým řezem (souřadnice bodu
1
v ose
vřetene je me nš n ež souřadnice bodu
2
v ose vřetene)
n
u dvou stanně sešikmen ých ploch položen m směru hlavn ho
pohybu (z bodu
1
do bodu
2
) do smě ru větš ho sklonu
Při použit kulových fréz můžete optimalizovat jakost povrchu:
n
u dvou stanně sešikmen ých ploch položen m směru hlavn ho
pohybu (z bodu
1
do bodu
2
) kolmo ke směru větš h o sklonu
X
Y
Z
1
1
1
4
1
3
1
2
X
Y
Z
1
1
1
2
1
3
14
X
Y
Z
11
14
1
2
13
Než začnete programovat
TNC navede n ástroj z aktuáln pozice
po prostorové př mkové dráze na počátečn bod
1
.
Nastaven pozice nástroje mus být provede no tak, aby
nemoh la nastat kolize s obrobkem ani s up na cmi
prostředky.
TNC vede nástroj s kore kc radiu R 0 mezi zadanými
polohami
Podle potřeby použijte frézu s čeln mi zuby (DIN 844).