Zpŕtné zahloubení (cyklus 204) – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 246
220
8 Programován : Cykly
8
.3
C
y
k
ly
v
rt
á
n
,
v
rt
á
n
z
á
v
it
ů
a
f
ré
z
o
v
á
n
z
á
v
it
ů
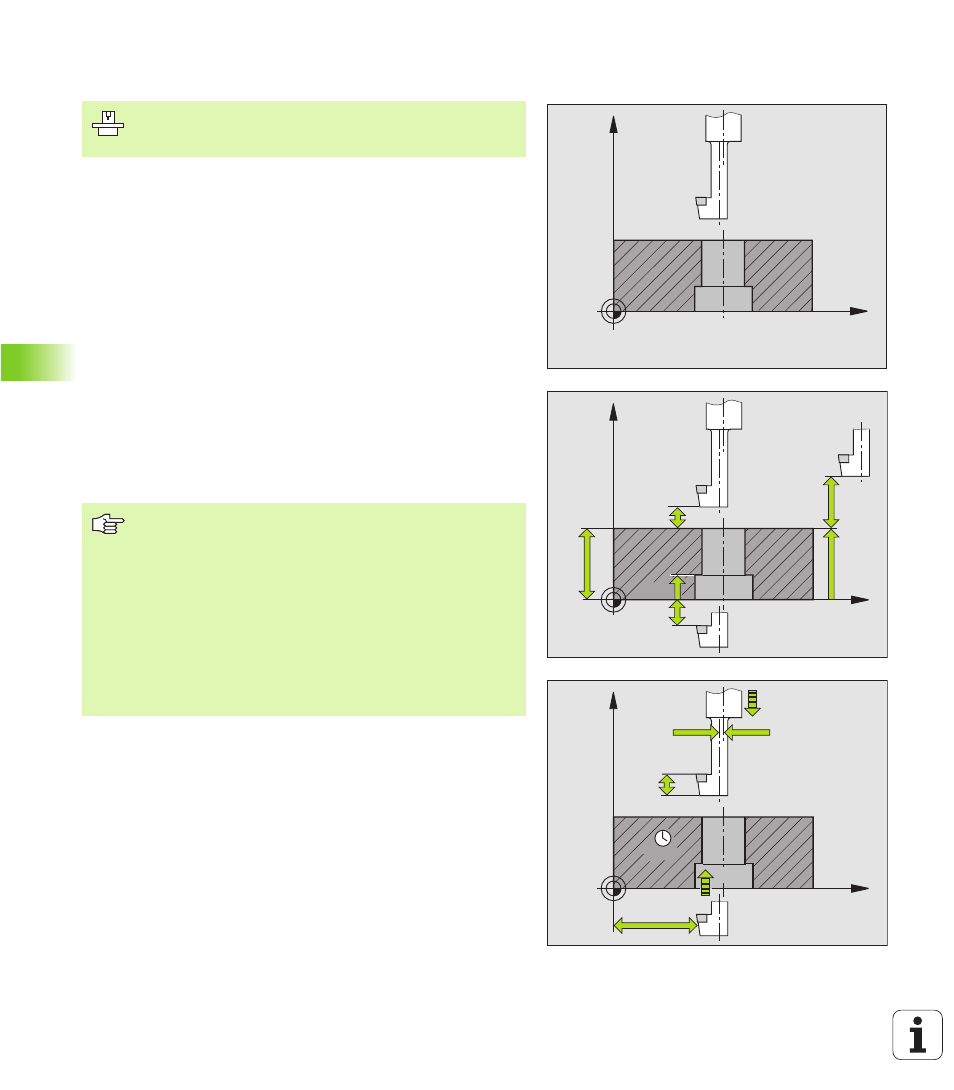
ZPŔTNÉ ZAHLOUBENÍ (cyklus 204)
T mto cyklem vytvoř te zahlouben , které se n ach áz n a spodn straně
obrobku.
1 TNC naje de nástroje m rychloposuvem FMAX do bezpečn ostn
vzdálenosti od povrchu obrobku v ose vřetene
2
Zde provede TNC orien taci vřetene na polohu 0° a přesad nástroj
o hodnotu vyosen
3
Potom se n ástroj zanoř naj ždě c m posuvem do předvrtané d ry,
až se břit dostane do bezpečnostn vzdálenosti od doln hran y
obrobku
4
Nyn T NC vrát nástroj na střed d ry, zapne vřeteno a př padně
chladi c kapalinu, načež pokračuje zahlubovac m posuvem n a
zadan ou hloubku zahl ouben
5
Podle zadán může nástroj setrvat na dně zahlou ben a poté vyjet
z d ry ven , provést orien taci vřetene a pře sadit se opět o hodnotu
vyose n
6
Následně TNC odvede nástroj vyj žděc m posuvem n a
bezpečnostn vzdálenost a odtud – podle zadán –
rychloposuvem FMAX na 2. bezpe čn ostn vzdál enost.
X
Z
X
Z
Q250
Q203
Q204
Q249
Q200
Q200
X
Z
Q255
Q254
Q214
Q252
Q253
Q251
Stroj a TNC mus být připraveny z výroby.
Cyklus fun guje pouze s tzv. zpětnou vyvrtávac tyč .
Než začnete programovat
Pozičn blok naprogramujte na počátečn bod (střed d ry)
roviny obráběn s korekc radiu R0.
Znamén ko parametru cyklu hloubky vrtán definuje smě r
obráběn při zahlouben . Pozor: kladné znamé nko
znamená zahlouben ve směru kladné osy vřetene .
Dé lka n ástroje se zadá tak, že se neměř břit, nýbrž
spodn hrana vyvrtávac tyče.
Při výpočtu bodu počátku zah loube n bere TNC v úvahu
dé lku břitu vyvrtávac tyče a tloušt’ku materiálu.