Kruhová kapsa (cyklus 5) – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 288
262
8 Programován : Cykly
8
.4
C
y
k
ly
fr
éz
o
v
á
n
k
a
p
e
s,
č
ep
ů
a
d
rá
ž
ek
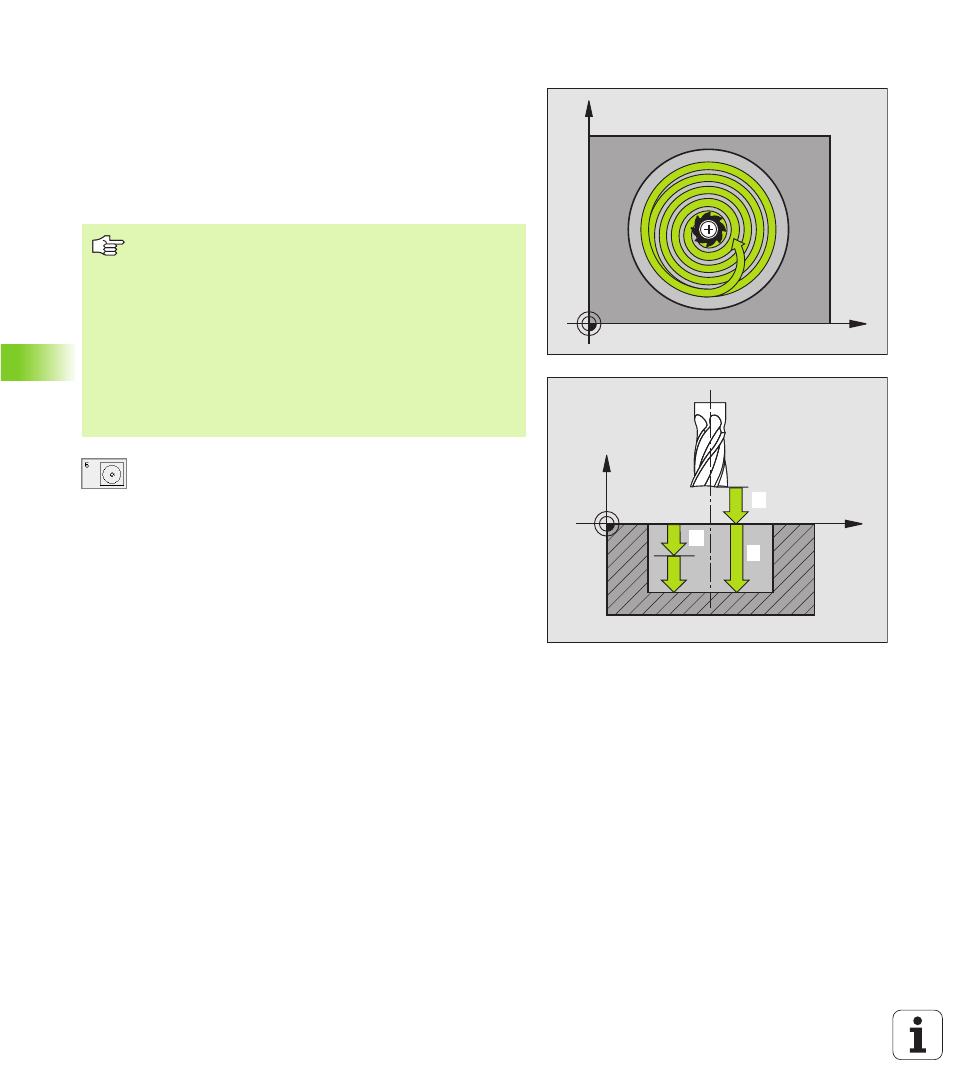
KRUHOVÁ KAPSA (cyklus 5)
1 Nástroj se v počátečn poloze (střed kapsy) zap chne do obrobku
a najede na prvn h loubku př suvu
2
Poté nástroj začn e opisovat posuvem F spirálovou dráhu
znázorněnou na obrázku vpravo; př suv do strany k, viz
„FRÉZOVÁNÍ KAPES (cyklus 4)”, strana 256
3
Tento postup se opaku je, dokud se ne dosáhne zadané hloubky
4
Na konci cyklu vyjede TNC nástrojem zpět do počátečn polohy
U
U
U
U
Bezpečnostn vzdálenost
1
(inkrementálně ):
vzdálenost hrot nástroje (výchoz pozice) – povrch
obrobku
U
U
U
U
Hloubka frézován
2
: vzdálen ost povrch obrobku –
dn o kapsy
U
U
U
U
Hloubka záběru
3
(inkrementálně ): velikost
jednotlivého zábě ru nástroje. TNC najede na
hlou bku v jediné operaci, jestliže:
n
h loubka př suvu a kone čn á hloubka j sou stejné
n
h loubka př suvu je větš n ež konečná h loubka
X
Y
X
Z
11
1
2
1
3
Než začnete programovat
Cyklus vyžaduje frézu s če ln mi zuby (DIN 844) nebo
předvrtán ve středu kapsy.
Najet na střed kapsy s korekci radiu R 0.
Pozičn blok naprogramujte do počátečn h o bodu v ose
vřetene (bezpe čn ostn vzdál enost od povrch em
obrobku ).
Znamén ko parametru cyklu hloubka definu je směr
obráběn . Naprogramujete li hloubku = 0, cyklus se
neprove de.