6 sl cykly, Zákl ady, Základy – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 309
HEIDENHAIN TNC 426, TNC 430
283
8.
6
S
L
c
y
k
ly
8.6 SL cykly
Základy
Pomoc SL cyklů můžete skládat obrysy sestávaj c až z 12 d lč ch
obrysů (kapes nebo ostrůvků). Jednotlivé d lč obrysy se zadávaj
jako podprogramy. Ze seznamu d lč ch obrysů (č se l podprogramů)
zadaných v cyklu 14 OBRYS vypočte TNC celkový obrys.
Vlastnosti podprogramů
n
Transformace souřadnic jsou dovol eny. Jsou li naprogramovány
pro d lč obrys, plat i v následuj c ch podprogramech, nemus se
však rušit po volán cyklu
n
TNC ignoruje posuvy F a př davn é funkce M
n
Kapsu TNC rozpozná podle toho, že se obrys ob há zevnitř, např.
podle popisu obrysu ve smyslu hodinových ručiček s korekc radiu
RR
n
Ostrůvek TNC pozná podle toho, že obrys je ob h án zvnějšku, např.
podle popisu obrysu ve smyslu hodinových ručiček s korekc radiu
RL
n
Podprogramy nesm obsahovat žádn é souřadn ice v ose vřetene
n
V prvn m bloku souřadnic podprogramu definu jte rovinu obráběn .
Př davné osy U, V, W jsou dovoleny
Vlastnosti obráběc ch cyklů
n
Před každým cyklem navede T NC nástroj automaticky na
bezpečnostn vzdálenost
n
Každá úroveň hloubky se frézuje bez zve dnut nástroje; ostrů vky se
obj žděj po stranách
n
Radius „vniřn ch rohů“ je programovatelný – nástroj se
nezastavuje, stopy po době hu nevznikaj (plat pro kraj n dráh u při
hrubován a dohotoven stran)
n
Při doh otoven stran naj žd TNC n a obrys po tangen ciáln kruhové
dráze
n
Při dokon čován dn a najede TNC n ástrojem n a obrobek rovněž po
tangenciáln kruhové dráze (např.: osa vře te ne Z: kruhová dráh a v
rovině Z/X)
n
TNC obráb obrys prů běžně sou sledně nebo nesousledně
Rozměrové údaje pro obráběn , jako h loubka fré zován , př davky a
bezpečn ostn vzdále nost, se zadávaj centrál ně v cyklu 20 DATA
OBRYSU.
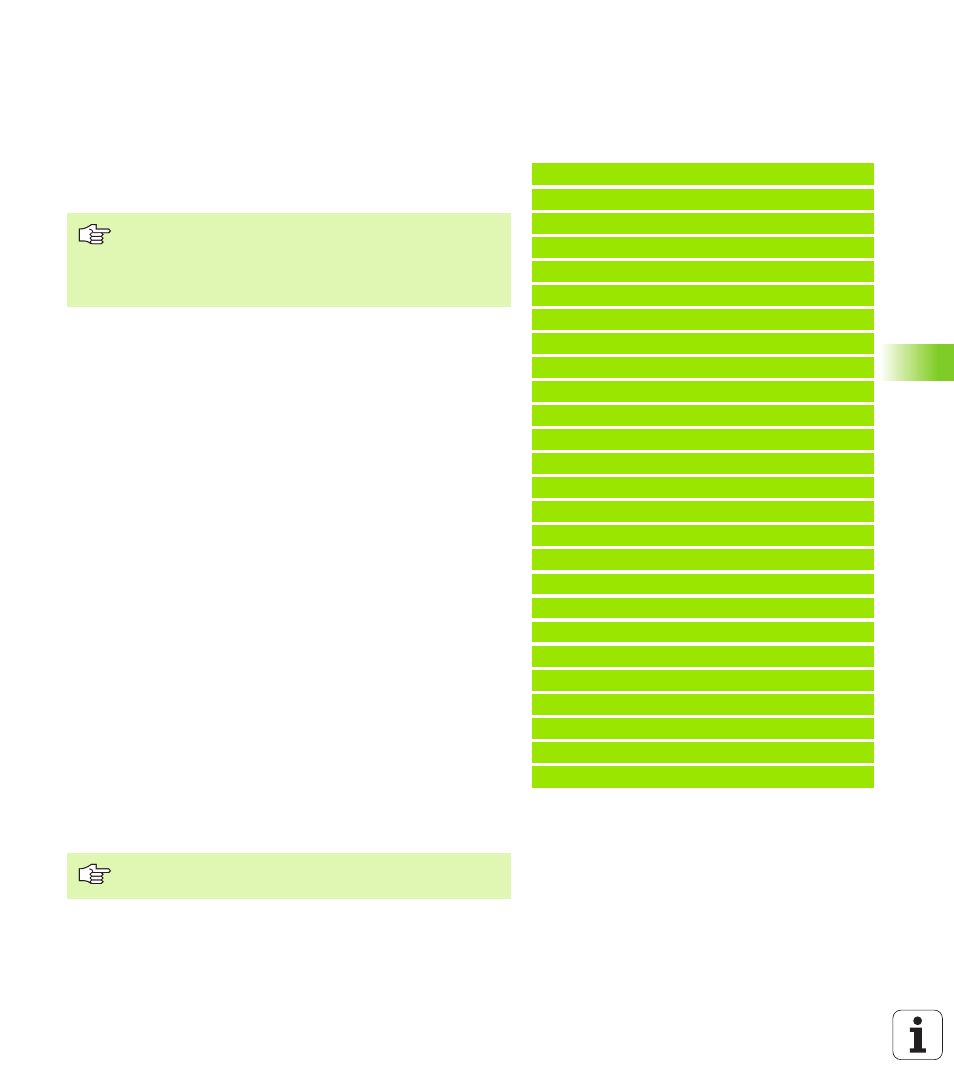
Př klad: S chéma: obráběn s cykly SL
0 BEGI N PGM SL2 MM
...
12 CYCL DEF 14.0 OB RYS ...
13 CYCL DEF 20.0 DATA OB RYSU ...
...
16 CYCL DEF 21.0 PR EDVR TANI ...
17 CYCL CALL
...
18 CYCL DEF 22.0 HRUBOVANI ..
19 CYCL CALL
...
22 CYCL DEF 23.0 DOKONCIT DNO ...
23 CYCL CALL
...
26 CYCL DEF 24.0 DOKONCENI STEN ...
27 CYCL CALL
...
50 L Z+250 R0 F MAX M2
51 LB L 1
...
55 LB L 0
56 LB L 2
...
60 LB L 0
...
99 END PGM SL2 MM
Pamět’ pro jeden SL cyklus (všechny podprogramy
obrysů) je ome zena na 48 kBytů. Počet možn ých
obysových prvků závis n a druh u obrysu (vnitřn /vněj š
obrys) a počtu d lč ch obrysů a čin např. cca 256
př mkových bloků .
Parametrem MP7420 se definuje, kam má T NC najet
nástrojem na konci cyklů 21 až 24.