1 údaje o nástroji, Rych lost posuvu f, Otáčky vřeten e s – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 124
98
5 Programován : Nástroje
5.
1
Ú
d
a
je
o
n
á
s
tr
o
ji
5.1 Údaje o nástroji
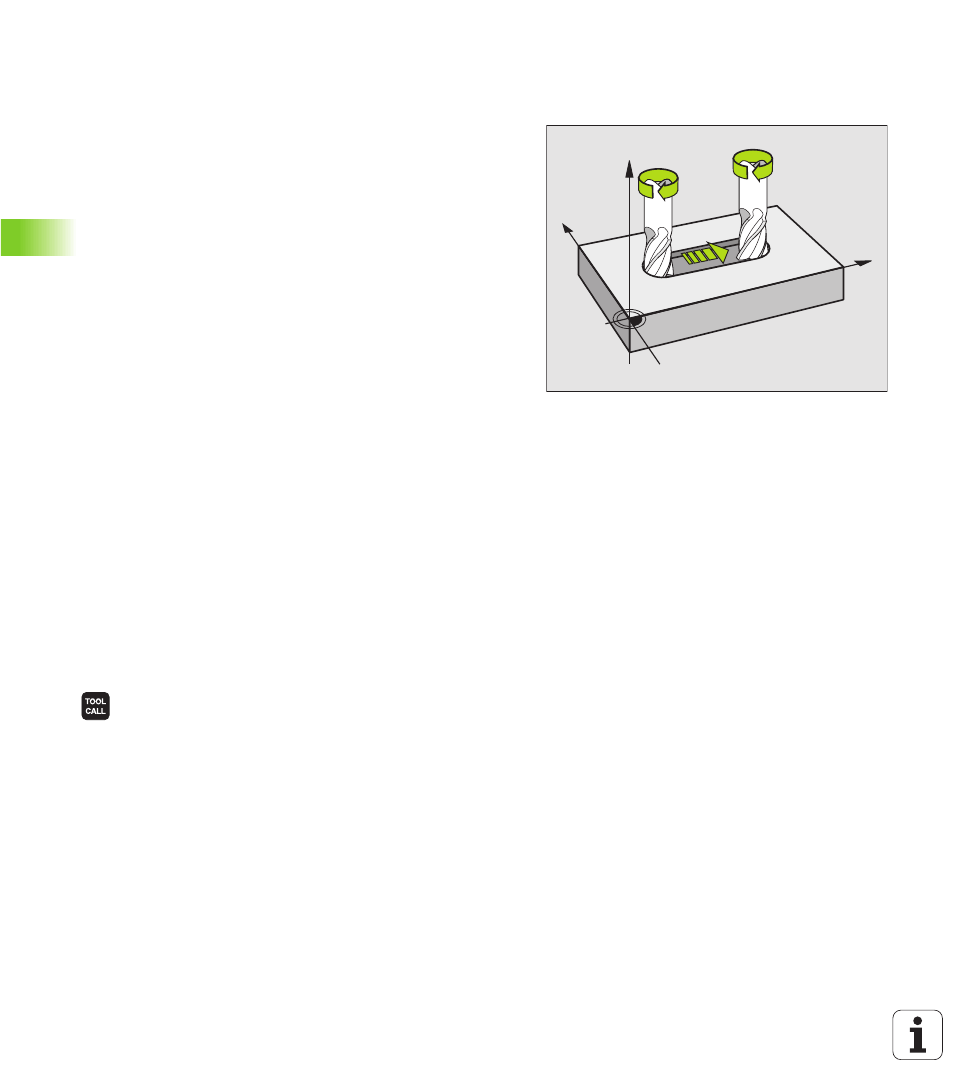
Rychlost posuvu F
Rychl ost posuvu F je rychl ost v mm/min (inch/min ), kterou se po své
dráze poh ybuje střed nástroj e. Maximáln rychlost posuvu mů že být
v každé ose stroje jiná a je definována ve strojn ch parametrech.
Zadán
Rychl ost posu vu se zadává v bloku TOOL CALL (volán nástroje) a v
každém pozičn m bloku (viz „Vytvořen programových bloků pomoc
kl áves dráhových fun kc ” na str. 131).
Rychloposuv
Rychl oposuv se zap ná zadán m F MAX. F MAX se zapne v dialogu
Posuv F= ? tlač tke m ENT nebo kontextovou klávesou F MAX.
Platnost
Rychl ost posu vu naprogramovaná č selnou hodnotou plat až do
bloku, ve kterém je naprogramována nová rachlost posu vu. F MAX
plat jen v rámci bloku, v nmž je naprogramována. Po proběhn ut
bloku s F MAX plat opět posl edn č selně naprogramovan á rychlost
posuvu.
Změna za běhu programu
Během prováděn programu lze tychlost posuvu změnit pomoc
otočnéh o regulátoru posuvu Ove rride F.
Otáčky vřetene S
Otáčky vřetene S se zadávaj v otáčkách za minutu (ot/min) v bl oku
TOO L CA LL (volán nástroje ).
Naprogramovaná změna otáček
V programu obráběn můžete provést změnu otáče k vřetene pomoc
bloku TOOL CALL, který bude obsahovat pouze nové otáčky vřetene:
U
U
U
U
Vložen př kazu volán nástroje: Stiekněte tlač tko
TOOL CALL
U
U
U
U
Dial og Č slo nástrojer? přeskočte tlač tkem NO
ENT
U
U
U
U
Dial og Osa vřetene rovnoběžně s X/Y/Z ?
přeskočte tlač tkem NO ENT
U
U
U
U
V dialogu Otáčky vřetene S= ? zade jte nové otáčky
a údaj potvr te tlač kem END
Změna za běhu programu
Během prováděn programu lze otáčky vřetene změnit pomoc otoč
ného regu látoru otáček vřetena Override S.
X
Y
Z
S
S
F